はじめに:テーパーめねじ加工の「ちょっとした手間」に共感!
- 現場の旋盤士の皆さん、テーパーめねじ(Rc、PT)の加工で、基準径から寸法を計算するのに「正直、ちょっと手間だな…」と感じたことはありませんか?
- おねじと同様に、めねじも基準径からの計算が必要で、これがなかなか面倒ですよね。
- この記事では、そんな悩みを解決すべく、Rc・PTテーパーねじの基本から、各サイズごとの寸法を素早く確認できるようまとめました。
- 現場で「パッと」確認できるよう、ぜひブックマークしてご活用ください!
- テーパーねじの呼び記号は、おねじが「R」、めねじが「Rc」です。
テーパーねじ(Rc, PT)基本のおさらい
- Rcネジ(管用テーパーめねじ)の基礎知識:
- JIS B 0203(ISO)に規定されるテーパーめねじ。
- 国際規格ISO 7-1に準拠されてます
- 刃先角:55°
- シール材なしで密封可能(ねじ山が密着することでシール性を確保)。
- 流体(空気・水・油)を通す配管に使用。
- Rネジ(管用テーパーおねじ)と対になる形で使う。
- ISOとJISの関係性:現場ではPT表記とR/Rc表記が混在しがちですが、JIS規格は多くの場合、国際規格であるISOを基に作られています。この関係性を理解することで、異なる呼び名に遭遇しても混乱せず、ねじの規格をより深く把握できます。
- PTネジ(旧JIS規格)の互換性:
- Rcネジと同じ規格(JIS B 0203)のテーパーねじ。
- R(おねじ)との互換性あり。
- 「PT表記」で未だに使われていることも多い(古い図面)。
 ねじ男
ねじ男現場では「PT」と「R、Rc」が混在しているので、混乱しないように注意!
- テーパーねじの嵌めあいについて:
- R(PT) ↔ Rc(PT)
- R(PT) ↔ Rp(シール必須)
 ねじ男
ねじ男重要! PTとRcねじでは、ねじゲージが若干異なります。共用しないようにしましょう。
【図解】Rcねじのねじ山形状の詳細
- 基準径の重要性:
- 互換性の確保、気密性・水密性の保証、規格化による品質管理。
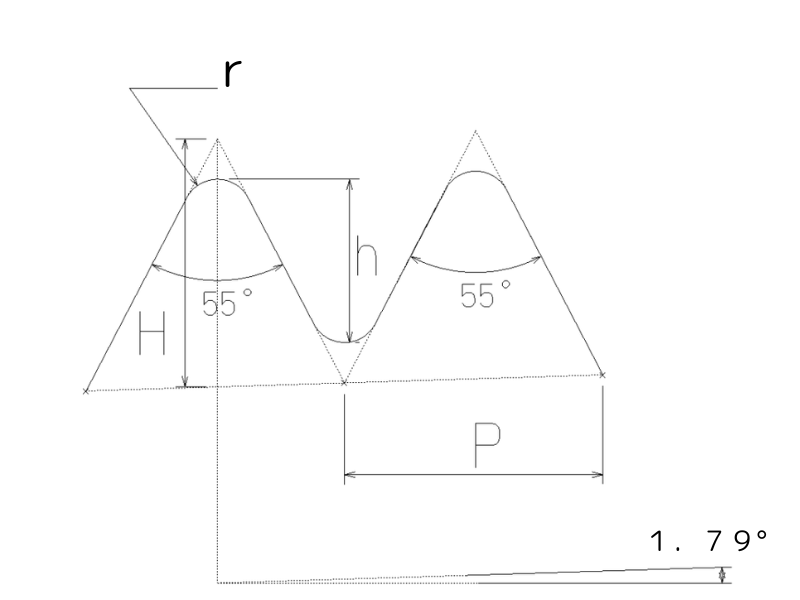
- 各部の名称と角度:
- ねじ山角度(フランク角): 55度。
- ピッチ(P): 隣り合うねじ山の中心間の距離(P)。
- テーパー角度: ねじの軸線に対して、ねじ山の頂を結んだ線が 1.79度(1/16の勾配)。
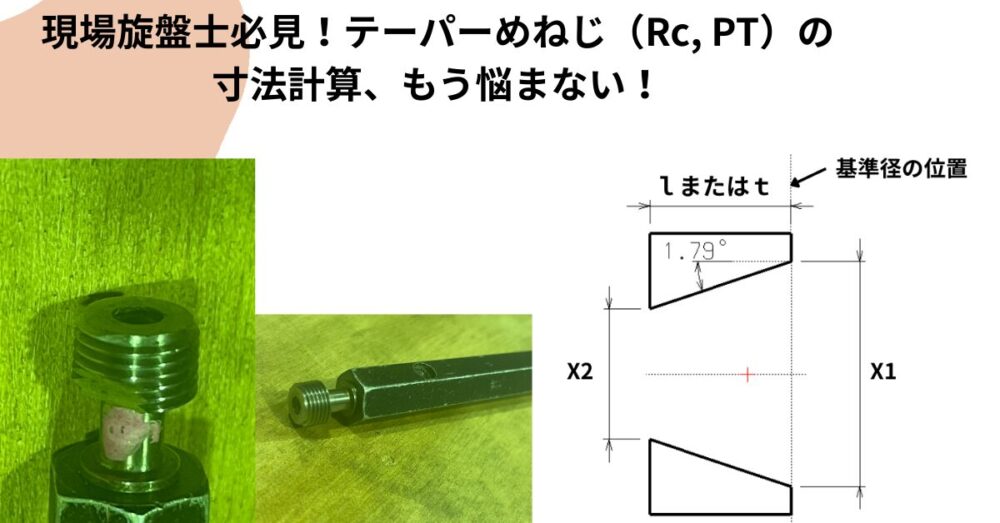
- 不完全ねじがある場合(ℓ)と不完全ねじが無い場合(t)ではねじ長さが異なります(※下図参照)
Rcテーパーめねじ 旋盤加工寸法:現場で役立つ一覧表!
旋盤でのRc(テーパーめねじ)加工のポイントは、ねじ加工前の旋盤仕上げ径、加工深さを正確に把握することです。特に、必要な「X₁(ねじ入口側の内径)」と「X₂(ねじ奥側の内径)」とねじ長さ(ℓまたはt)が分かれば、テーパー角度1.79°で旋削できます。
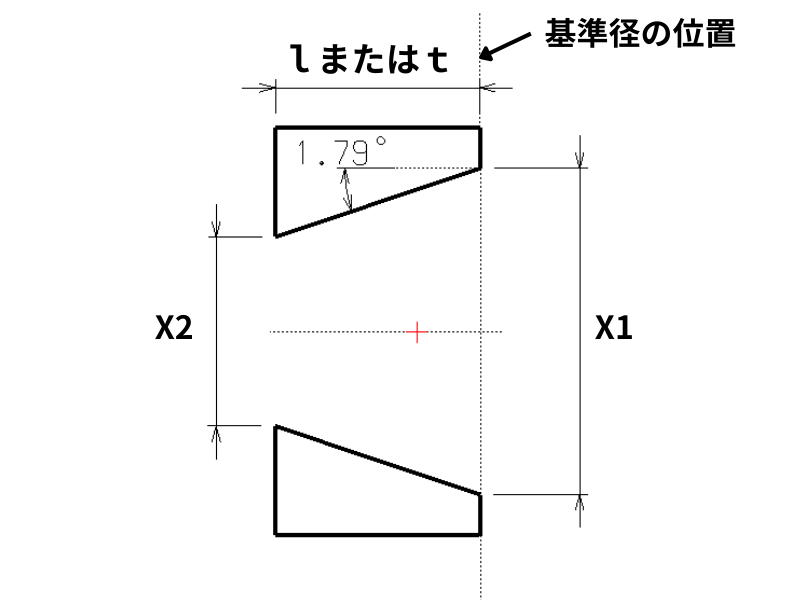
この記事で提供する寸法は、めねじの加工前のX1と、そこから1.79°のテーパーで計算される各部の内径X2、そしてねじ長(最小)を示しています。実際の加工では、使用する機械の精度、刃物の状態、材質、加工方法など様々な要因を考慮し、必ずねじゲージで確認し、必要に応じて補正を行ってください。
【旋削用】 Rc(PT)テーパーねじ 各サイズ仕上げ寸法(※小数点以下2桁を四捨五入)
- Rc1/8(PT1/8)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは28山(0.9071㎜)、ねじ山の高さ(h): 0.581㎜。
- Rc1/8(PT1/8)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ8.57㎜ (基準径 D1)、X₂の寸法はφ8.18㎜ (奥側の径)です。ねじ長 (ℓ) (不完全ねじがある場合) は6.2㎜、有効ねじ長 (t) (不完全ねじがない場合) は4.4㎜です。
- Rc1/4(PT1/4)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは19山(1.3368㎜)、ねじ山の高さ(h): 0.856㎜。
- Rc1/4(PT1/4)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ11.45㎜ (基準径 D1)、X₂の寸法はφ10.86㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は9.4㎜、有効ねじ長 (t) (不完全ねじがない場合) は6.7㎜です。
- Rc3/8(PT3/8)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは19山(1.3368㎜)、ねじ山の高さ(h): 0.856㎜。
- Rc3/8(PT3/8)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ14.95㎜ (基準径 D1)、X₂の寸法はφ14.34㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は9.7㎜、有効ねじ長 (t) (不完全ねじがない場合) は7.0㎜です。
- Rc1/2(PT1/2)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは14山(1.8143㎜)、ねじ山の高さ(h): 1.162㎜。
- Rc1/2(PT1/2)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ18.63㎜ (基準径 D1)、X₂の寸法はφ17.84㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は12.7㎜、有効ねじ長 (t) (不完全ねじがない場合) は9.1㎜です。
- Rc3/4(PT3/4)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは14山(1.8143㎜)、ねじ山の高さ(h): 1.162㎜。
- Rc3/4(PT3/4)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ24.12㎜ (基準径 D1)、X₂の寸法はφ23.24㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は14.1㎜、有効ねじ長 (t) (不完全ねじがない場合) は10.2㎜です。
- Rc1(PT1)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは11山(2.3091㎜)、ねじ山の高さ(h): 1.479㎜。
- Rc1(PT1)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ30.29㎜ (基準径 D1)、X₂の寸法はφ29.28㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は16.2㎜、有効ねじ長 (t) (不完全ねじがない場合) は11.6㎜です。
- Rc1-1/4(PT1-1/4)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは11山(2.3091㎜)、ねじ山の高さ(h): 1.479㎜。
- Rc1-1/4(PT1-1/4)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ38.95㎜ (基準径 D1)、X₂の寸法はφ37.80㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は18.5㎜、有効ねじ長 (t) (不完全ねじがない場合) は13.4㎜です。
- Rc1-1/2(PT1-1/2)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは11山(2.3091㎜)、ねじ山の高さ(h): 1.479㎜。
- Rc1-1/2(PT1-1/2)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ44.85㎜ (基準径 D1)、X₂の寸法はφ43.69㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は18.5㎜、有効ねじ長 (t) (不完全ねじがない場合) は13.4㎜です。
- Rc2(PT2)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは11山(2.3091㎜)、ねじ山の高さ(h): 1.479㎜。
- Rc2(PT2)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ56.66㎜ (基準径 D1)、X₂の寸法はφ55.23㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は22.8㎜、有効ねじ長 (t) (不完全ねじがない場合) は16.9㎜です。
- Rc2-1/2(PT2-1/2)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは11山(2.3091㎜)、ねじ山の高さ(h): 1.479㎜。
- Rc2-1/2(PT2-1/2)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ72.23㎜ (基準径 D1)、X₂の寸法はφ70.56㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は26.7㎜、有効ねじ長 (t) (不完全ねじがない場合) は18.6㎜です。
- Rc3(PT3)
- ねじ山形状は55°、テーパー角度は1.79°、ピッチは11山(2.3091㎜)、ねじ山の高さ(h): 1.479㎜。
- Rc3(PT3)のねじ加工前の旋削寸法は以下の通りです。X₁の寸法はφ84.93㎜ (基準径 D1)、X₂の寸法はφ83.06㎜ (奥側の径)です。有効ねじ長 (ℓ) (不完全ねじがある場合) は29.8㎜、有効ねじ長 (t) (不完全ねじがない場合) は21.1㎜です。
JIS TP、Rc規格 寸法表
以下の表は、管用テーパーめねじ(Rc / PT)の加工において、特に旋盤で重要となる仕上がり寸法(内径)と参考となる有効ねじ長さをJIS規格に基づいてまとめたものです。特にX₁は基準径 D1、X₂は基準径から1.79°「有効ねじ長 (ℓ) (不完全ねじがある場合)」の長さだけ奥に行った点の直径として計算した値です。
JIS検索:https://www.jisc.go.jp/app/jis/general/GnrJISSearch.html
Rcテーパーめねじ 旋盤加工寸法表(最終修正版)
以下の表は、管用テーパーめねじ(Rc / PT)の加工において、特に旋盤で重要となる仕上がり寸法(内径)と参考となる有効ねじ長を、JIS規格に基づいてまとめたものです。
特にX₁は**基準径 D1**、X₂は**基準径から「有効ねじ長 (ℓ) (不完全ねじがある場合)」の長さだけ奥に行った点の直径**として計算した値です。
※本寸法は、管用テーパねじのJIS B 0203:1999規格に基づいています。
※寸法は小数点以下2桁を四捨五入しています。実際の加工では、ねじゲージでの確認と調整が必須です。
| ねじの呼び | ピッチ P (mm) | ねじ山高さ h (mm) | X1(基準径 D1) (mm) | X2(奥側の径) (mm) | 有効ねじ長 (ℓ) (mm) 不完全ねじがある場合 |
有効ねじ長 (t) (mm) 不完全ねじがない場合 |
|---|---|---|---|---|---|---|
| Rc1/8 | 0.9071 | 0.581 | 8.57 | 8.18 | 6.2 | 4.4 |
| Rc1/4 | 1.3368 | 0.856 | 11.45 | 10.86 | 9.4 | 6.7 |
| Rc3/8 | 1.3368 | 0.856 | 14.95 | 14.34 | 9.7 | 7.0 |
| Rc1/2 | 1.8143 | 1.162 | 18.63 | 17.84 | 12.7 | 9.1 |
| Rc3/4 | 1.8143 | 1.162 | 24.12 | 23.24 | 14.1 | 10.2 |
| Rc1 | 2.3091 | 1.479 | 30.29 | 29.28 | 16.2 | 11.6 |
| Rc1-1/4 | 2.3091 | 1.479 | 38.95 | 37.80 | 18.5 | 13.4 |
| Rc1-1/2 | 2.3091 | 1.479 | 44.85 | 43.69 | 18.5 | 13.4 |
| Rc2 | 2.3091 | 1.479 | 56.66 | 55.23 | 22.8 | 16.9 |
| Rc2-1/2 | 2.3091 | 1.479 | 72.23 | 70.56 | 26.7 | 18.6 |
| Rc3 | 2.3091 | 1.479 | 84.93 | 83.06 | 29.8 | 21.1 |
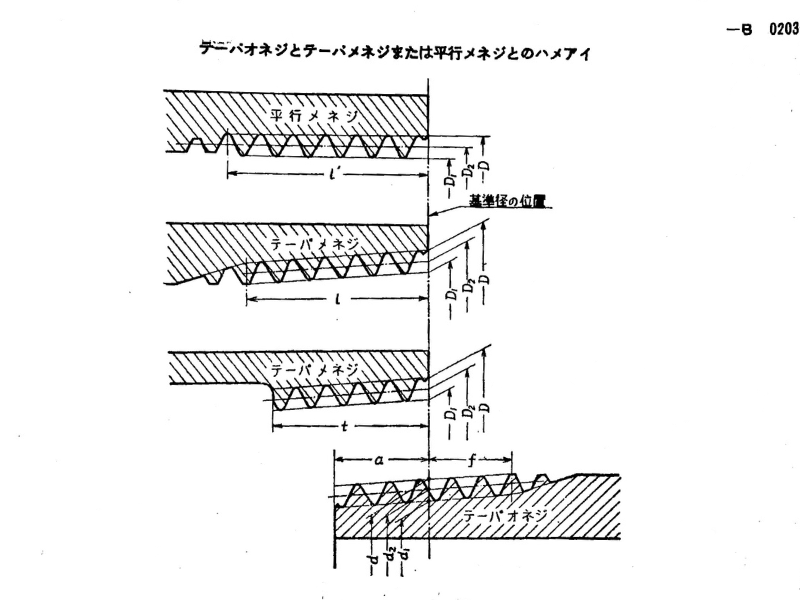
図面指示の「はめあい長さ(a, f)」が異なる場合に:計算ツール活用法
- おねじと同様に、めねじの図面でも有効長さが規格と異なる場合があります。
- 指定されたℓやtの値から、旋盤加工に必要な「内径X₁(ねじ入口側の内径)」や「内径X₂(ねじ奥側の内径)」を計算し直す手間を省くためのツールを活用しましょう。
【旋盤】テーパめねじについてのよくある質問 (Q&A)
- Q1: RcねじとPTねじは、結局同じものと考えて良いですか?
- A1: はい、現在ではJIS B 0203で規定される同じ管用テーパーめねじを指します。PTは旧JISの呼び方で、Rcがめねじの現行JISでの記号です。現場ではPT表記もまだ使われますが、ねじの形状や寸法は同じと考えて差し支えありません。ただし、ねじゲージの許容差が厳密には異なる場合があるため、ゲージの共用は推奨されません。
- Q2: テーパーめねじの「基準径」は、実際にどこを測れば良いのですか?
- A2: 基準径は理論上の寸法で、めねじの場合、基準の長さだけねじが切られた部分の入口(基準径の位置)での直径を指します。実際に加工したねじの特定の位置を直接測定して基準径と一致させるのは難しいため、通常はねじゲージを使用して、はめあい長さや基準径からのずれを確認します。
- Q3: この記事の寸法表通りに加工すれば、必ず規格通りのねじができますか?
- A3: この記事の寸法表は、JIS規格に基づいて計算された参考値です。実際の加工では、使用する機械の精度、刃物の状態、材質、加工方法など様々な要因で仕上がり寸法が変動します。必ずねじゲージで確認し、必要に応じて補正を行ってください。特に嵌めあい部品がある場合は、現物合わせでの調整が重要になることもあります。
- Q4: ねじゲージを持っていない場合、加工したテーパーめねじの精度を簡易的に確認する方法はありますか?
- A4: 相手部品(おねじ部品など)があれば、それにはめてみて、ねじの掛かり具合(何山くらい入るか、ガタつきはどうかなど)を確認するのが最も簡易的な方法です。ただし、これはあくまで目安であり、正確な検査にはねじゲージが必要です。
- Q5: なぜテーパーねじはシール性があるのですか?
- A5: テーパーねじは、おねじとめねじの軸線がわずかに傾斜(テーパー)しているため、締め付けていくとねじのフランク面(側面)同士が強く密着します。この金属同士の密着によって隙間がなくなり、流体の漏れを防ぐシール効果が得られます。実際には、より確実なシール性を得るためにシールテープなどを併用することが一般的です。
まとめ:テーパーめねじ加工の効率アップと精度向上のために
- この記事では、旋盤加工におけるRcねじ(PTめねじ)の基本的な知識から、現場ですぐに役立つ各サイズの旋削仕上げ、参考寸法、さらには図面指示に応じた端部径を簡単に計算できるツールの活用法までを解説してきました。
- テーパーめねじ加工も、その特性上、正確な寸法管理が求められます。
- RねじとPTねじ、Rcねじの関係性の理解
- 基準径、ねじ山角度、ピッチ、テーパー角度といった基本要素の把握
- 旋削に必要な内径X₁、内径X₂、ℓまたはt(有効ねじ深さ)の正確な算出
- これらのポイントを押さえることが、高品質なめねじ加工への近道となります。
- 本記事で提供した寸法表や計算ツールが、日々の面倒な寸法計算の手間を少しでも軽減し、より効率的で正確な加工作業の一助となれば幸いです。
- 最後に、この記事で紹介した寸法はあくまでJIS規格に基づく参考値です。実際の加工においては、必ずねじゲージでの確認や、相手部品との嵌めあいを確認しながら、最適な寸法に調整していくことが重要です。
- 今後も、現場の皆様のお役に立てるような情報を発信していきたいと思います。ぜひこの記事をブックマークしていただき、日々の作業にご活用ください。
- 本記事の内容は、細心の注意を払って作成しておりますが、その正確性や完全性を保証するものではありません。本記事の情報を利用した結果生じたいかなる損害についても、当方は一切の責任を負いかねますので、あらかじめご了承ください。万が一、記事内に誤りや改善点などお気づきの点がございましたら、ご指摘いただけますと幸いです。

コメント