- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
メートルねじの基本
メートルねじは、60度のV字形状を持ち、ねじ山と谷が精密に設計されています。この形状は、ねじの強度と摩擦力が関係してきます。 ピッチと形状は、切り込み深さに直接影響を与えます。ピッチが大きいほど、切り込み深さも増加し、ねじの結合力が強化されます。 メートルねじは、サイズ表記が「M」で始まることが特徴です。これにより、ねじの規格や寸法が一目でわかります。
総切り込み量はネジのピッチで決まる。
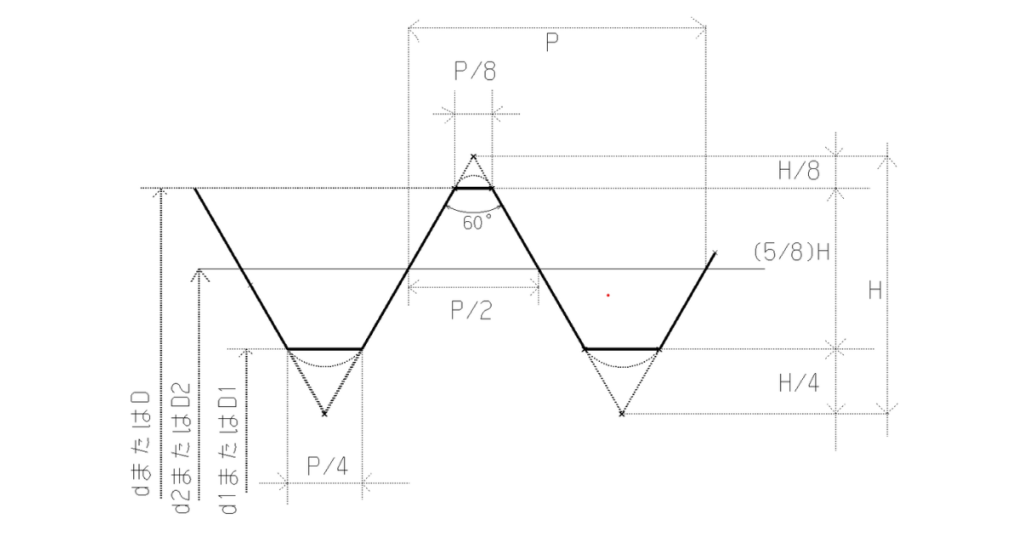
D:めねじ谷の径の基準寸法(呼び径)
d:おねじ外径の基準寸法(呼び径)
D2:めねじ有効径の基準寸法
d2:おねじ有効径の基準寸法
D1:めねじ内径の基準寸法
d1:おねじ谷の径の基準寸法
H:とがり山の高さ
P:ピッチ
| 規格番号 | JIS B0205-1 | ||
|---|---|---|---|
| 規格名称 | 一般用メートルねじ-第1部:基準山形 | ||
Hは三角関数から
H=√3×P÷2です
簡単に切り込み量を計算する方法
旋盤でのメートルねじ切削において、総切り込み深さHを考える必要があります。適切な切り込み深さを設定することで、ねじの形状や寸法が正確に仕上がります。 ねじ切削は高精度が求められるため、切り込み深さの設定が重要です。メートルねじでは、ピッチに基づいた計算が必要で、
簡易的には0.61344×ピッチ(あまり根拠はなく目安です。0.65×ピッチと計算する人もいます)で深さを求めます。しかし、オスねじやメスねじ、さらにノーズRによって大きく違いが出るため、十分な注意が必要です。

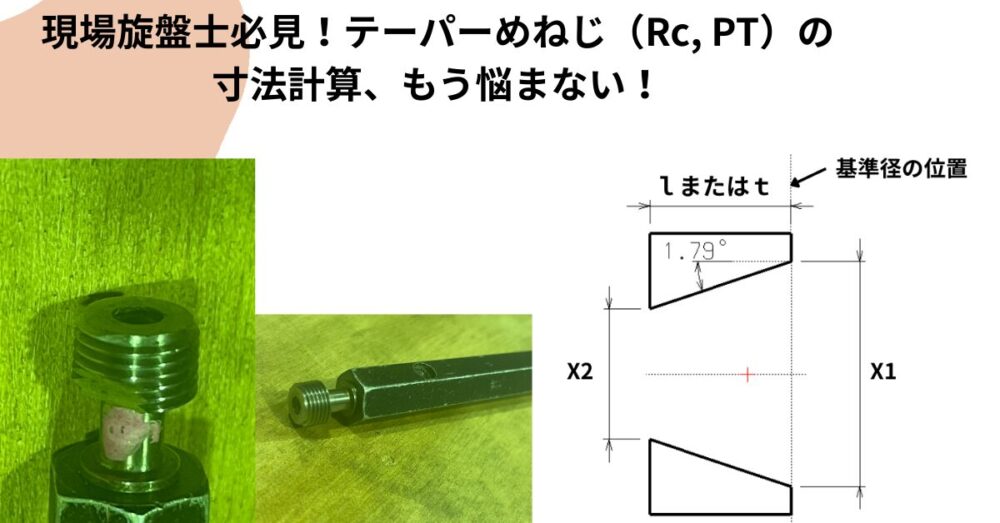
ノーズRによる切り込み深さの影響

点線の円、R0.4、R0.15がノーズRです。
図から解るようにピン立ちの状態からノーズR分だけ先端が短くなります。それを考慮しなくてはなりません。

解らない人の為に解説いたしますと、△ABCは30°、60°、90°の直角三角形です。
辺ACは辺BCの2倍です。
辺ACはノーズRの2倍と言えます。
このことからノーズR分だけ先端が短くなります。
図1から
おねじの切り込みは(7/8)H-R
めねじの切り込みは(6/8)H-R
になります。
おねじ、めねじ:ピッチ1の総切り込み量(寸法)

おねじ 7/8H
総切り込み量は(0.758)ー(ノーズR)
めねじ 6/8H
総切り込み量は(0.65)ー(ノーズR)
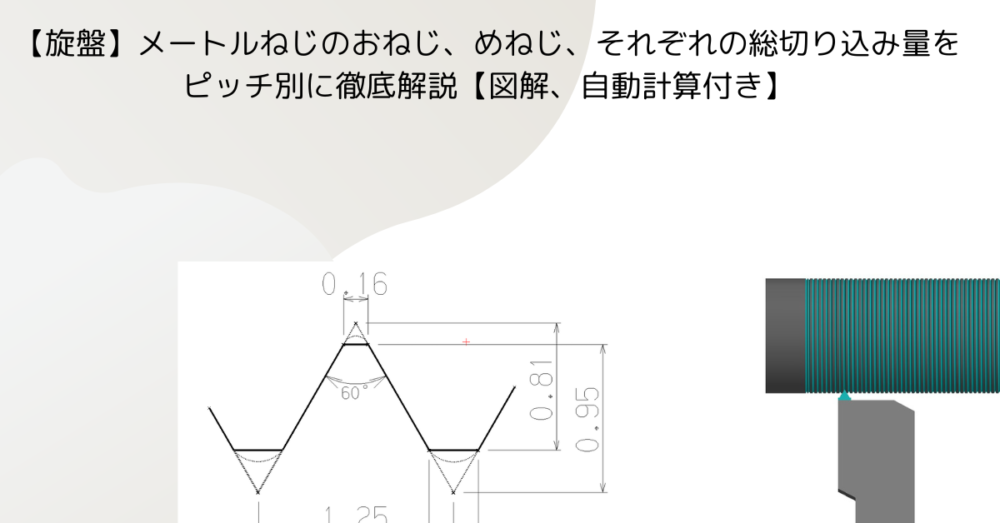
おねじ、めねじ:ピッチ1.25の総切り込み量(寸法)

おねじ 7/8H
総切り込み量は片肉(0.95)ー(ノーズR)
めねじ 6/8H
総切り込み量は片肉(0.81)ー(ノーズR)
おねじ、めねじ:ピッチ1.5の総切り込み量(寸法)

おねじ 7/8H
総切り込み量は片肉(1.14)ー(ノーズR)
めねじ 6/8H
総切り込み量は片肉(0.97)ー(ノーズR)
おねじ、めねじ:ピッチ1.75の総切り込み量(寸法)
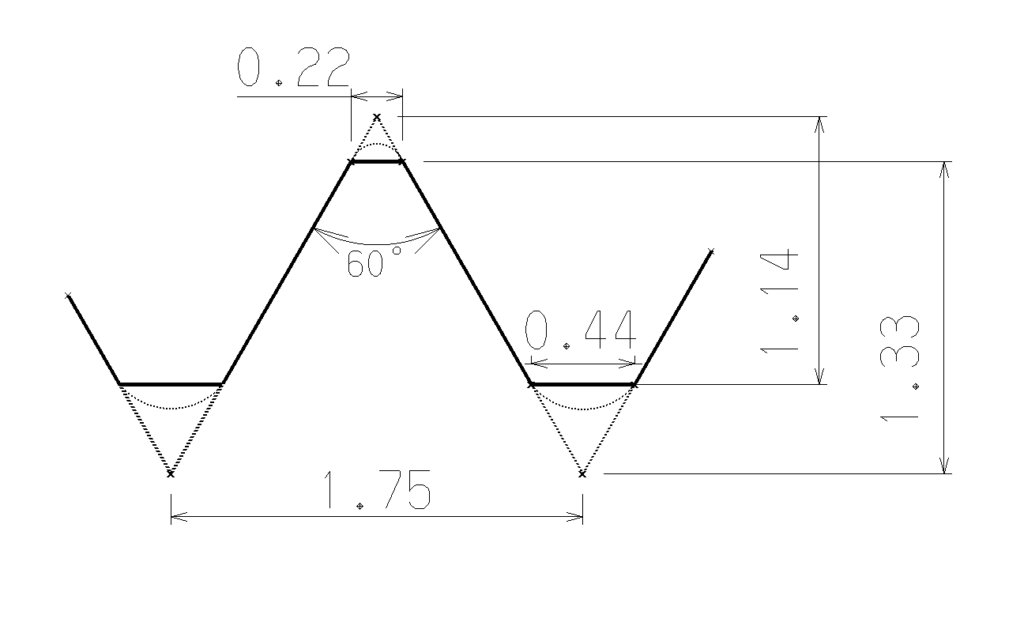
おねじ 7/8H
総切り込み量は片肉(1.33)ー(ノーズR)
めねじ 6/8H
総切り込み量は片肉(1.14)ー(ノーズR)
おねじ、めねじ:ピッチ2.0の総切り込み量(寸法)
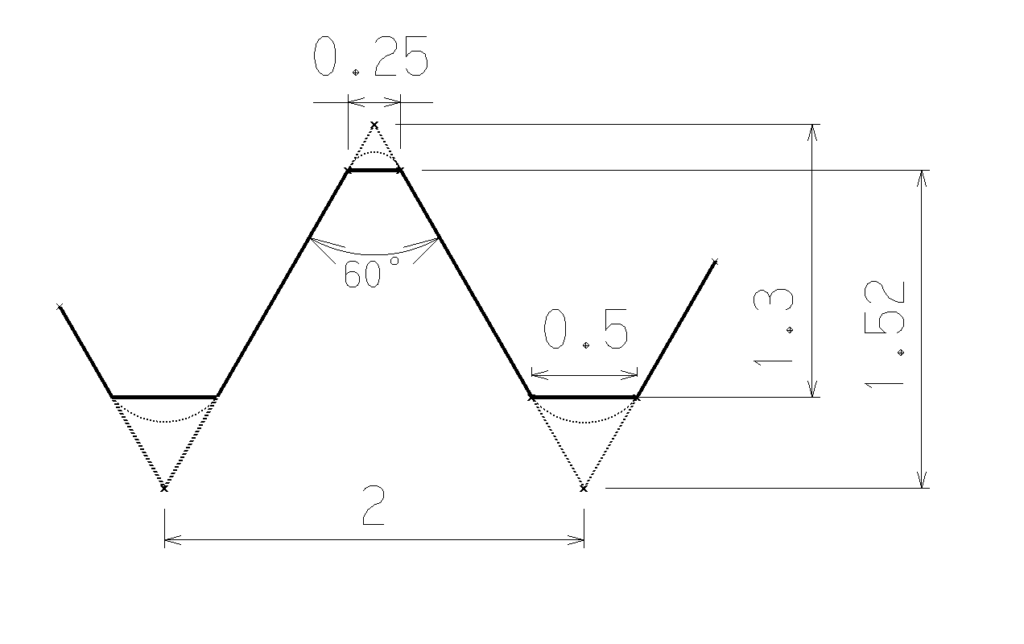
おねじ 7/8H
総切り込み量は片肉(1.52)ー(ノーズR)
めねじ 6/8H
総切り込み量は片肉(1.30)ー(ノーズR)
おねじ、めねじ:ピッチ2.5の総切り込み量(寸法)
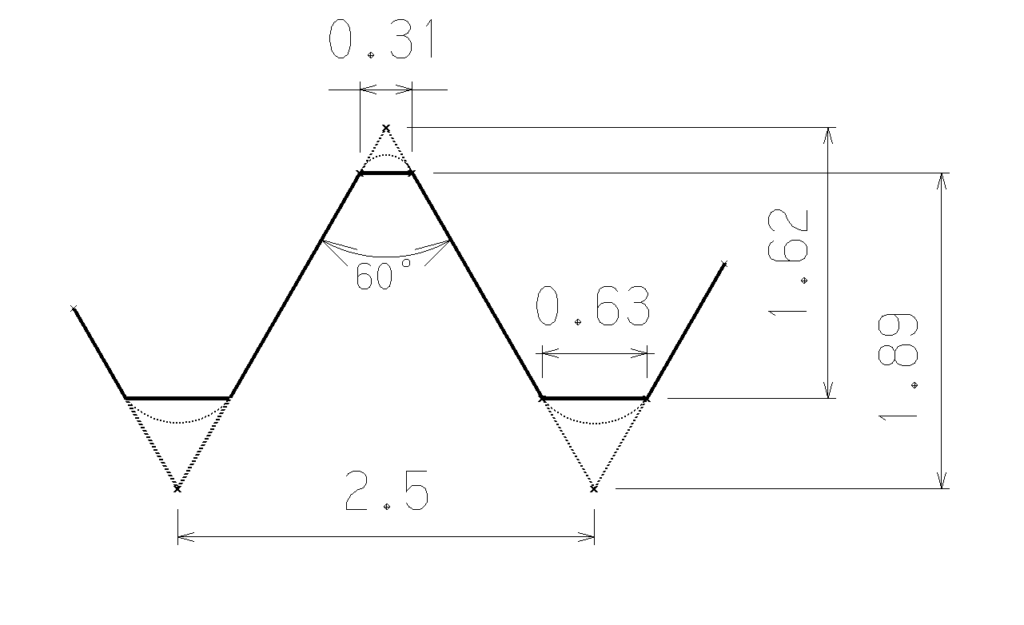
おねじ 7/8H
総切り込み量は片肉(1.89)ー(ノーズR)
めねじ 6/8H
総切り込み量は片肉(1.62)ー(ノーズR)
おねじ、めねじ:ピッチ3.0の総切り込み量(寸法)
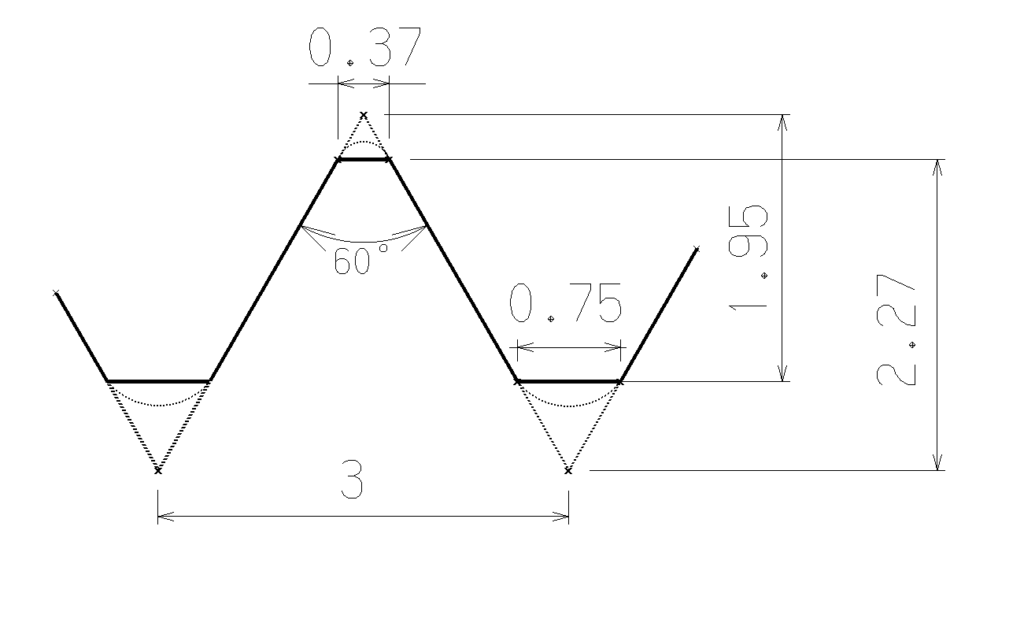
おねじ 7/8H
総切り込み量は片肉(2.27)ー(ノーズR)
めねじ 6/8H
総切り込み量は片肉(1.95)ー(ノーズR)
自動計算で算出!おねじ、めねじ:総切り込み深さから径を求める
実証:M36ピッチ4のめねじで切り込み量を検証実験

M36のめねじを作った時のデータと自動計算から算出した値を比較してみたいと思います。
実際の加工データ
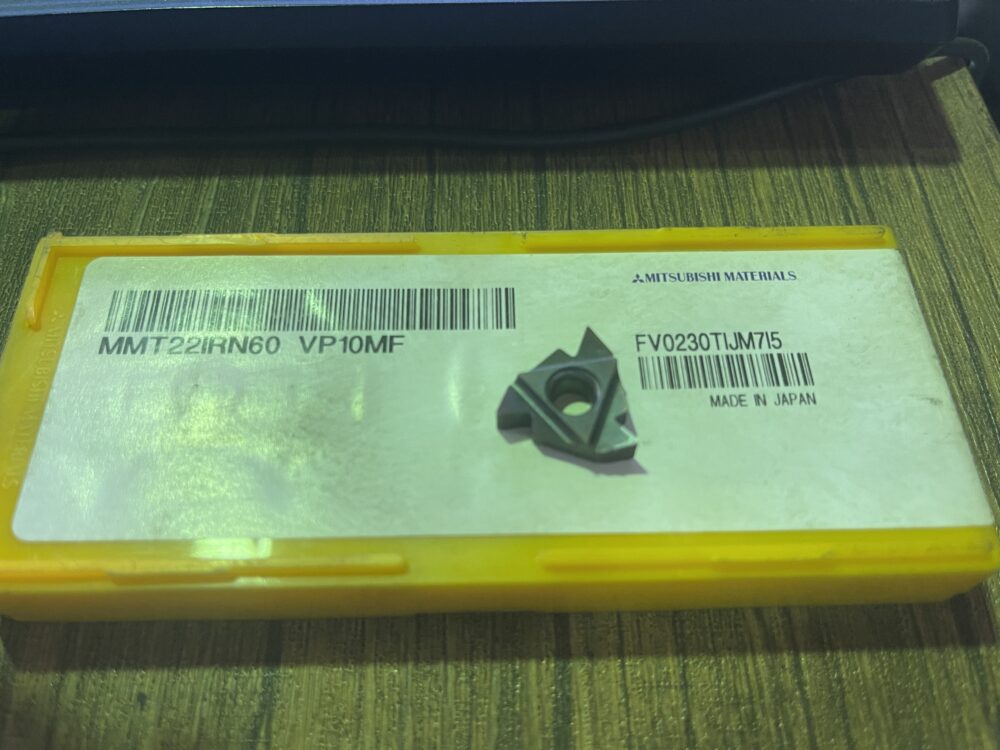
M36ピッチ4
チップMMT22IRRN60 VP10MF ノーズR0.3(三菱マテリアル)を使用
内径φ32.1から総切り込み量を片肉2.2㎜でプログロムを作成
市販のボルトが入るようになった切り込み径はφ36.5です
 ねじ男
ねじ男※上のM36×4の写真は全長が90㎜でしたので、ボーリングバーの突き出し量が長いです。ボーリングバーを短く把握して、ねじ加工する場合と異なる場合があります。
 工場長
工場長今回の写真の製品は市販のボルトが入れば良いとのことでしたので、詳しくは検査しておりませんm(__)m
理論上の加工データ
M36ピッチ4
上のおねじ、めねじ:自動計算で算出!総切り込み量で算出
めねじ内径の基準寸法をφ36-P4=φ32とします。
上の自動計算式から切り込み径φ36.6です。
結論
おおよそ近しい値になりました。
ねじ男切削条件や切り込み深さにより変わるので、仕上がり寸法より余裕をみて加工してください。
また時間が出来ましたら、おねじでも検証していきます。

コメント