
仕上げがキレイにならないと悩んでいませんか?
実は構成刃先の特徴を知ることで色々な場面で対処法を身につけスキルアップすることが出来ます!
なぜなら仕上げ面が悪くなることの原因の大部分が構成刃先の影響だからです!
旋盤歴20年の私自身、経験だけでなんとなく対処していましたが、今では最短で7つの対処法を組み合わせて最善の方法で考えることが出来るようになりました!
この記事ではまず構成刃先を無くす方法、そしてその詳細を解説いたします!
- 構成刃先を無くす7つの方法
- それぞれの方法を解説
- 構成刃先の特徴
- 実際の加工事例
- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
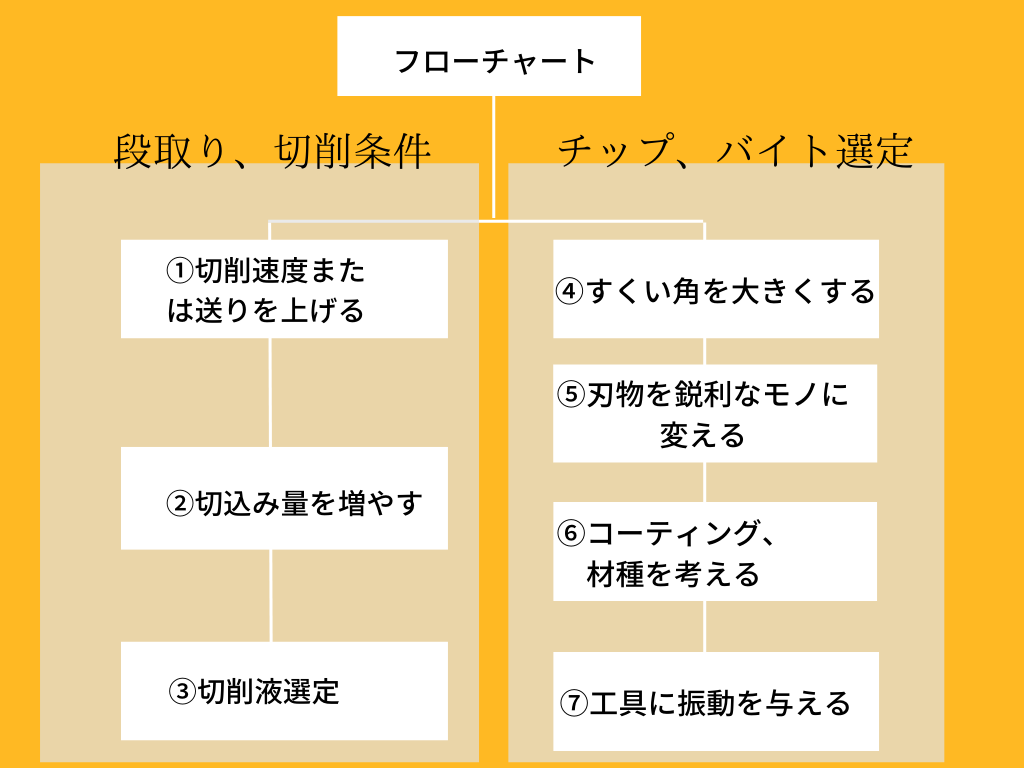
構成刃先を無くす7つの方法
大まかに2種類のアプローチの仕方があります
●段取り、切削条件・・・①~③
●チップ、バイトの選定・・・④~⑦
になります。
構成刃先の特徴
構成刃先とは
構成刃先は英語でbuilt up edgeと呼ばれており、刃先から加工物が大きな塑性変形を受けて引き裂かれ、加工硬化した一部が刃先に付着し刃先の一部となり、そして付着したものが脱落します。これを繰り返します。
こうしてできた、刃先の付着物を総じて構成刃先といいます。
構成刃先は脆いのですぐに脱落してまた付着。
付着 成長 脱落をすごく短い間で繰り返し脱落時に切りくず方向と仕上げ方向に脱落し仕上げ面に悪影響を及ぼすします。
切削温度が一定以上になった時に構成刃先を無くすことが出来ます。その切削温度は切り屑の加工硬化が軟化する温度(再結晶温度)と同じです。
 ねじ男
ねじ男色々な文献を拝見いたしましたが、構成刃先のメリットは刃先の保護や切削抵抗の減少など上げられますが、実際に加工していてよかったと感じることはほどんどありません。唯一ハイスの工具を使うときには、構成刃先が安定して付着すると工具寿命が良くなるといったところです。構成刃先はデメリットの方がはるかに大きいです!
ねじ男再結晶温度は炭素鋼で500~600度、アルミニウムで200~250度、ステンレスで650~750度
仕上げがキレイにならない場合には、まず構成刃先を無くすことを考えた方のが最短となることがほとんどです。
それぞれの方法の解説(段取り、切削条件)
①切削速度または送りを上げる
切削速度を上げると刃先温度は上がり、再結晶温度以上で加工して構成刃先を無くすことが出来ます。
工具寿命は短くなるので注意が必要です。
また送りを上げることでも刃先温度を上げることが出来ます。その場合、速度は下げることが可能です。
ねじ男現場メモ📝
送りを小さくすると刃先温度は下がるので切削速度を上げないと仕上げ面に悪影響が出ます!
切削速度で解決しない場合は、加工材と刃先材が高圧、高温で相互に成分を熱拡散しあう現象なのでこれを防ぐことを考えていきます。
②切り込み量を増やす
切り込み量についても切削温度があがるので有効です。
ねじ男現場メモ📝
光沢が必要な製品ですと仕上げ代を1㎜にして光沢を出すときもあります。
③切削液選定
潤滑性が高い不水溶性切削液にすることによって、切れ刃と加工物の間に入り込んで摩擦を少なくし、切り屑の排出に効果が及ぼします。
内部給油は効果抜群です。
皆様が良く使っている水溶性切削液の場合は冷却性能が高いので切削温度が低くなり構成刃先は出来やすくなります。その性質からハイスの場合はあまり使いません。ハイスの場合ですと刃先の潤滑性を良くして構成刃先を防ぎます
ねじ男現場メモ📝
ねじ切り、ビビりが出る場合は切削速度を下げて加工いたしますが、私はタッピングスプレーやクレ556などで潤滑性を良くさせております。
それぞれの方法の解説(チップ、バイト選定)
④すくい角を大きくする
軟鋼では、すくい角を30度以上にすると構成刃先は出来なくなります。しかし超硬ですと刃先強度がなくなり現実的ではありません。
ねじ男現場メモ📝
刃先強度を考慮してすくい角をなるべく大きくする
⑤刃物を鋭利なものに変える
鋭利な刃先にすることで切削抵抗を減らし切り屑の排出性を上げることも良いとされております。シャープエッジや研磨されているチップを使うと構成刃先を減らせることも経験される。
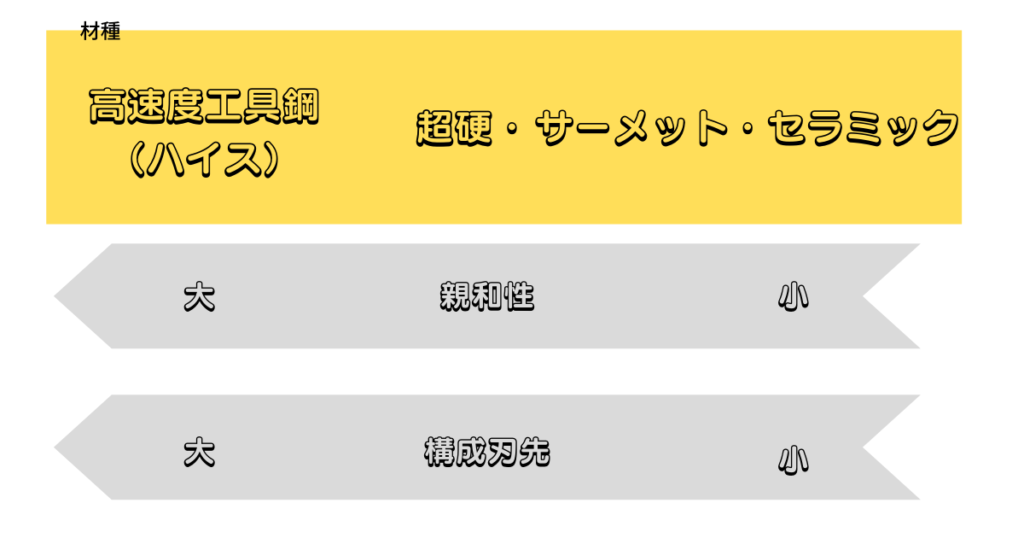
⑥コーティング、材種を考える
工具の刃先と鋼材には親和性と呼ばれるものがあります。親和性(結びつく力)が高いほど構成刃先が付着しやすい。
 ねじ男
ねじ男現場メモ📝
オーステナイト系のステンレスなどではPVCコーティングのチタン系コーティングが構成刃先が出来にくいと経験される
⑦工具に振動を与える
切削中に絶えず振動を与え続けると構成刃先は出来にくくなります。
最近では工具に超音波などで振動を与える方法もありますが資金の問題もありますので、現実的ではありません。
最もコストが抑えれる方法がヘールバイトです。ヘールバイトはシャンクを弱くつくられており、微小な振動を与えているので構成刃先が出来にくい構造となっております。
実際の加工事例
周速一定S560 送り0.1 仕上げ代0.1 材質S45CⒽ 切削液なしの同一条件でチップのみ変えてみました。

使用チップ
- 形状TNMG ミツビシ
- ブレーカーMA
- コーティングUE6110
中心に構成刃先の影響がみられます

使用チップ
- 形状TNMG ミツビシ
- ブレーカー R-F
- コーティング MS6015
少し改善が見られます
。
まとめ
それぞれの方法を知ることにより、加工物や機械の段取りなどを考慮して、最短でいい条件をみつけることが出来るようになります。
説明した7つの方法を組み合わせて問題を解決していくのが、加工者のスキルアップにつながっていきます。
コメント