工具(チップ)の 寿命といわれても、何となくチップの交換をしているのではないでしょうか?
安定的な切削であれば、テーラーの法則により予想することが可能です。
言うまでもなく工具寿命は切削条件で決まります。
また安定的な切削が行われていれば、ほぼチップの逃げ面摩耗を調べれば大丈夫です。
ここでは切削条件と工具の関係を私の経験で得た知識をもとに解説いたします
- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
チップの摩耗をみる
チップの摩耗の種類を解説いたします
逃げ面摩耗(側面)VB
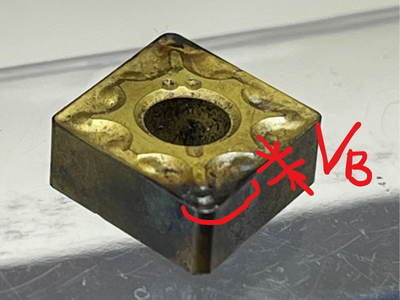
安定切削されているならば、この部分を気にすればほぼ大丈夫です。
交換時期については明確な基準は定まっていないので、経験から導き出しましょう。
 ねじ男
ねじ男現場メモ📋
私は、逃げ面摩耗の交換時期はVBが
仕上げチップで0.1~0.2㎜程度
荒取りチップではだいたい0.5㎜~0.7㎜くらいで交換いたします。
すくい面摩耗
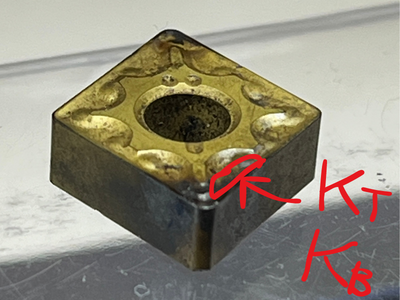
言葉通り、すくい面の摩耗を指します。幅を(KB)深さを(KT)
ねじ男現場メモ📋
すくい面摩耗は切削速度が速い時に摩耗が激しくなります。
溶着摩耗
チップに溶着して起こる現象です。観察するとチップに溶着物が付きます。
ねじ男現場メモ📋
切削速度を上げ刃先温度を上げて溶着を無くすことです
境界摩耗
加工硬化を起こしていると、起こりやすい現象です
ねじ男現場メモ📋
ステンレスや耐熱合金の削りはじめによく見られます。切れ刃角を大きくすると良好になります
チッピング
刃先の衝撃が大きいと欠けてしまいます
対策として靭性が優れているチップにします。
ねじ男現場メモ📋
靭性が優れているチップの例(ミツビシマテリアル)
まず使っているチップの型式のコーティングの部分を見て下さい
UE6105<UE6110<UE6115
といった具合に下2桁の数字が大きい程、靭性があります(断続向き)
切削速度と工具寿命(テーラーの法則)
チップ寿命時間(T)と切削速度(V)

Cとnは定数で工具材質、加工物材質(切削速度以外)それぞれの条件で決まる。
加工時は基本的に工具材質、加工物材質は変わらないので切削速度とチップ寿命の関係を知ることができる
(1)の式を書き直すと
となる
被削材によるnの値は0.2~0.4くらい
工具の材質によるnの値は超硬で0.2~0.3
加工中は被削材、工具の材質は変わらないので切削速度の値で工具寿命(T)を求めることが出来る
例)
超硬の場合nの値は0.2
上式に代入しますとα=5
Cはコンスタント(一定)なので
切削速度を10%あげると
T=1/1.1^5≒0.62・・・・①
切削速度(V)を10%あげると工具寿命(T)は38%短くなります
 工場長
工場長いちいちそんな計算面倒ですよ
実は簡単な方法を考えました。以下で説明いたします。
切削速度と工具寿命を簡単に計算する方法
工具材種から考える
テーラーの法則は逃げ面摩耗(側面)0.3㎜になるまでを工具寿命としている
15分間で寿命に達するまでの切削速度を基本速度としている
ねじ男メーカーのカタログ値はテーラーの法則を元に考えられていると思われます。
工具メーカーはこの方程式を元に算出しているので、表1の15分が1.0で基準となります
【出典:三菱マテリアル TOOL NAVI】
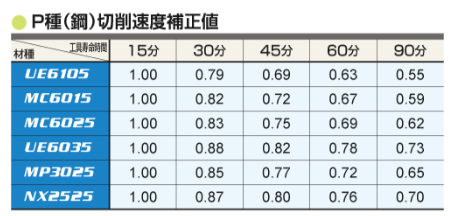
例)UE6105(工具材種)の場合
推奨切削速度が200m/minの場合
30分工具を持たせようとすると
200×0.79=158m/min の切削速度で削ると理論上大丈夫です
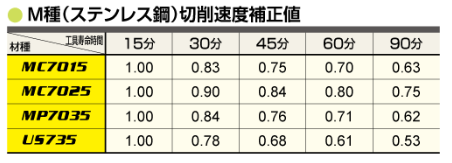
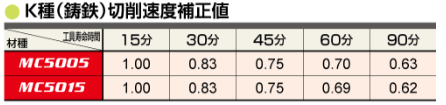
そのほかM種、K種についても同様です。
【出典:三菱マテリアル TOOL NAVI】
【出典:三菱マテリアル TOOL NAVI】
被削材の硬度について考える
被削材の硬度が高いと刃先の温度が上がるので切削速度は大変影響があります
被削材についてもテーラーの法則は有効です
工具の材種のnと被削材のnの違いで計算式から同じ考え方で問題ないです
下の表から硬度180HBの材質の時の15分寿命です
【出典:三菱マテリアル TOOL NAVI】

上の表からも被削材の柔らかいほうのが切削速度を上げることが理解出来る。
送りを考える
工具寿命を考えた場合、送り量と切削速度は相関関係があります。
- 送りを上げたら切削速度を下げる
- 送りを下げたら切削速度を上げる
切込み量を考える
切削条件の中で一番影響が少ない
切削抵抗は増えるので機械の負荷は大きくなるので
オーバーライドなどを確認して機械の負荷を注視
まとめ
工具寿命について
- 切削速度の増減はテーラーの法則で工具寿命を予測することが出来る
- 送りを考える場合、工具寿命の維持には送りを上げたら切削速度を下げる、送りを下げたら切削速度を上げる
- 切り込みを増やしても工具寿命には影響は軽微で、機械の負荷を注意する
コメント
コメント一覧 (1件)
この中でIQテストと言うのが有り‼️
ココに出て来ると言う事は?
物作りの時に遭遇する閃きを調べるのかなと感じやって観て第一問から矢張りなと感じた次第です‼️大抵は無視して来たのですが‼️
矢張りな、、、、?と感じたのです。
で結果はメールアドレス登録ですから!
セキュリティを考え入れてませんが‼️
ココをもう一度観て観たいのですが?
何も控えて居ないのですが‼️
再度見たいなと思うのですが!
このサイト運営がやってるので分からないですよね‼️
すみません🙇
このサイト色々有り凄い所を見つけた様です。
お礼を兼ねて感じた事を書いて観ました。
もうNET出来た時からこのNETは印刷技術が出来それがPCを産み最近の生成AIを生み出すアルゴリズムの巧妙さ本当まるで知能有るかに振舞う様を感じて凄いやっと文章の文脈迄ど素人が書いた文章でも瞬時に論理的に纏めて記述し直す事が可能にと!驚きデスが実は言語化されたが故に人の言葉の使い方で人はどの様に感じるのか?と言うコレら膨大な意味合いが関連付けて精査判断させて最適値を選んでる故に!
こりゃ凄いとまるで人口知能が有るかに我々誤解されて感じてるだけの事!内容は実は何も知らない‼️と言うこと!
だから返答の答え?は現在のあらゆる文脈のデータベース化がされている情報から関連を見つけてるだけまさにPCは実は高速で処理が得意だけど!返答が正しいかどうかは判断できんと言うこと‼️全ては未だ道具人は全体を観て俯瞰して見える限界が有り開発などココに物事を俯瞰させて現象に見落としが無いか?
コレを捕捉するが為の道具として作り出された‼️まさに人は同じ思考が出来る道具を作ってしまうと言うこと!ココに経済的にどうしようか?などは一才金儲けなどが入る余地が無いで作られて来てる‼️ココに惚れて物作り!まさに経済界の論理とは真逆の思考回路で動いて来てると言う事!実はココに惚れてると気が付いたのが35😢の時だった‼️商売には全く興味ない、、、電子工学系で通信機の故障修理の仕事をして来ました!自動車電話が実用化に入りココに8085が搭載されてたコレでやっと制御が可能にと入って来たのです。まさにPC黎明期ワンボードマイコンがメーカもビックリのTK-80が多く売れた‼️技術屋は時代を感じてたと言う事‼️ですね‼️ハードにはどれも同じインタフェースとプログラムが違うだけ‼️
制御とハードは別に簡略化出来!
調整と言う概念が消えた‼️
技術屋は廃業にと言う事!まさに凄い効率が成し得た‼️で将来不安?そうじゃ無くて人が本来のするべき仕事は無くなりはしないと言う事ですね‼️
但し、、、このAIもipsもSTAP細胞も実は生命倫理に触れる所まで来ても!
出来ても触っちゃ行けない越えて行けないが有る気がします‼️でも、、、、現在歴史を学ばず繰り返しが始まる気の方が優勢で‼️
この開発は止まり人類が自身で滅びの方向に向いてる気がします。何方に転んでも自滅の道は避けられないのかもね?、、、、
目覚めないと終わります、、、、、、
本当に!
感じたままにすみません🙇
ありがとう😭😭😭😊ございます。