現場(旋盤)でテーパーねじの寸法計算、もう少し楽になりませんか?
「面倒くさがりの旋盤士のみなさん、共感しませんか? 現場でテーパーオネジ(R、PT)の加工、基準径から寸法を計算するのって、正直ちょっと手間ですよね。私もよく感じていました。テーパーおねじ(R、PT)は基準径から寸法を計算しなければ算出できません。面倒です、、、、
寸法が呼びごとに決まっているので寸法を素早く検索できるように、まとめてみました。
この記事では、R・PTテーパーネジの基本と、寸法をすぐに検索できるようにサイズごとにまとめました。現場でパッと確認できるように、ぜひブックマークして活用してください!
 ねじ男
ねじ男テーパーねじの呼び記号は
おねじが「R」めねじが「Rc」
です

テーパーねじ(Rc、PT)基本のおさらい
まずは基本をおさらい。
Rネジ(管用テーパーネジ・おねじ)刃先角55°
- JIS B 0203(ISO)に規定されるテーパーネジ
- シール材なしで密封可能(ねじ山が密着することでシール性を確保)
- 流体(空気・水・油)を通す配管に使用
- Rcネジと対になる形で使う
ねじ男ISOは国際規格で、JISは国内規格
JISはISOを翻訳、整合化したものが多い!
PTネジ(旧JIS規格)刃先角55°
- Rネジと同じ規格(JIS B 0203)のテーパーネジ
- Rc(管用テーパーめねじ)ネジと互換性あり
- 「PT表記」で未だに使われていることも多い(古い図面)
 工場長
工場長ポイント:現場では「PT」と「R、Rc」が混在しているので、混乱しないように注意!
 ねじ男
ねじ男テーパーネジの嵌めあいについて
・R(PT)↔Rc(PT)
・R(PT)↔Rp(シール必須)
ねじ男PTとRねじでは、ねじゲージが若干異なります。共用しないように
【図解】Rねじ/PTねじのねじ山形状の詳細
基準径
基準径は、ねじの寸法を統一し、互換性や性能を確保するために設けられた理論上の寸法です。具体的には以下の目的があります
- 互換性の確保
基準径は、めねじとおねじが正確に噛み合うための共通基準となります。これにより、おねじ、めねじをどこで製造したねじでも適切に接続できるようになります。 - 気密性・水密性の保証
特に管用テーパねじ(Rねじなど)では、基準径が適切であることで、接合部での漏れを防ぎ、水やガスなどを安全に運ぶことが可能になります。 - 規格化による品質管理
基準径はJISやISO規格に基づいて定義されており、製品の品質や性能を一定水準に保つ役割を果たします。
基準径が正確でない場合、接合部で隙間が生じたり、過剰な締め付けによる破損が発生する可能性があります。そのため、基準径はねじ設計と製造において非常に重要な要素です。
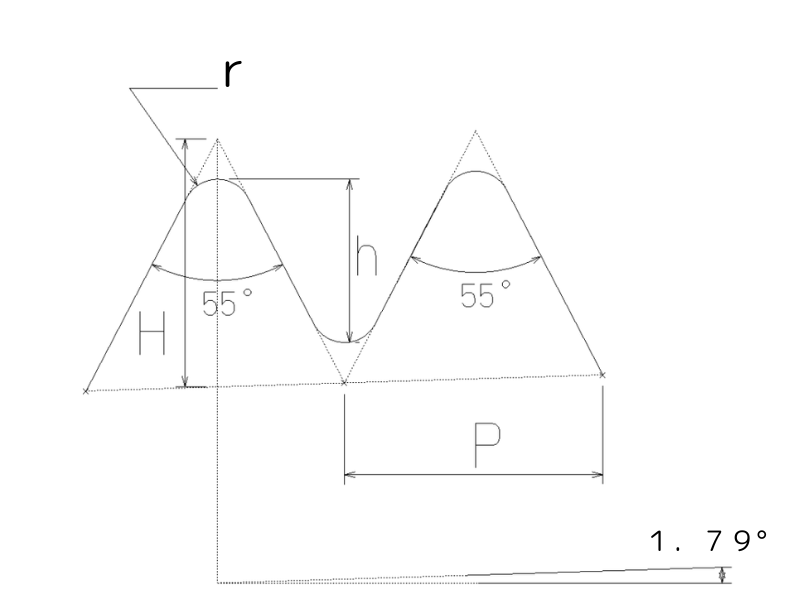
ねじ山角度(フランク角)
ねじ山のフランク(側面)がなす角度は 55度 です。これはウィットねじ(Whitworth thread)系統のねじに共通する特徴です。
ピッチ(P)
隣り合うねじ山の中心間の距離を示します。 ねじ山の高さ(H, h): ねじ山の頂点から谷底までの理論的な高さ(H)と実際の高さ(h)を示します。谷の部分には丸み(r)が付けられています。
テーパー角度
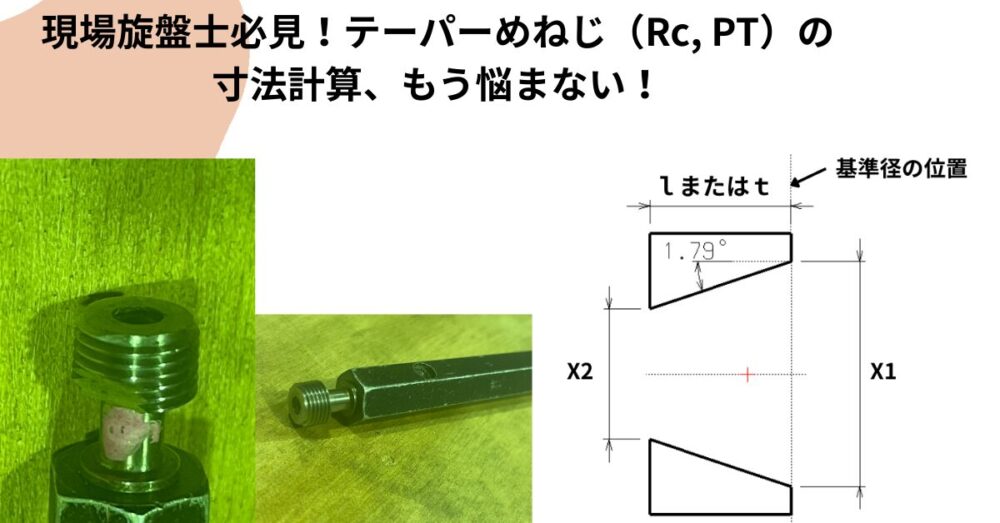
ねじの軸線に対して、ねじ山の頂を結んだ線が 1.79度(1/16の勾配)のテーパー(傾斜)を持っています。これがシール性を高める重要な要素です。
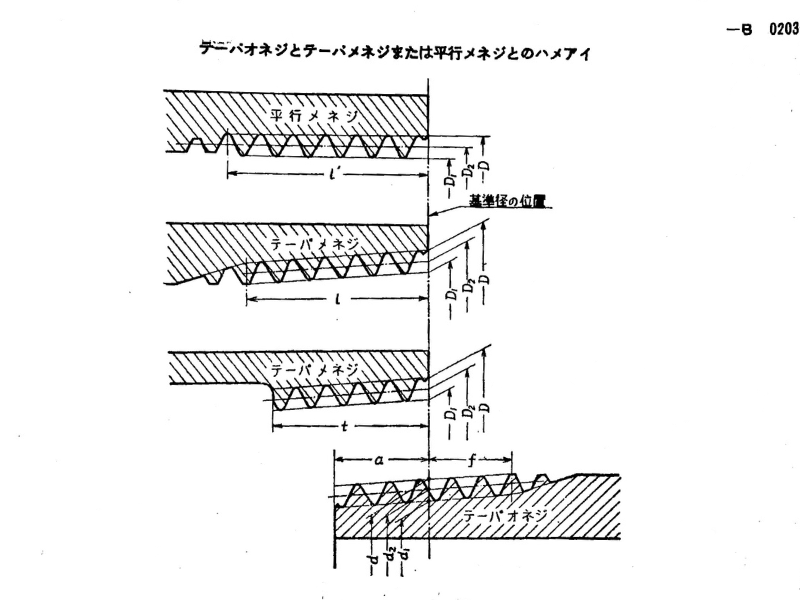
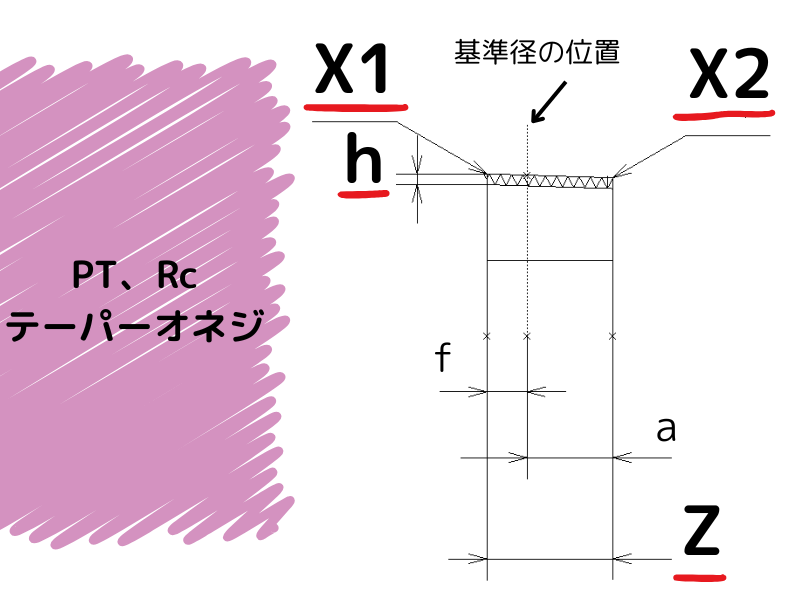
図1. TP、Rc規格 引用:JIS B 0203
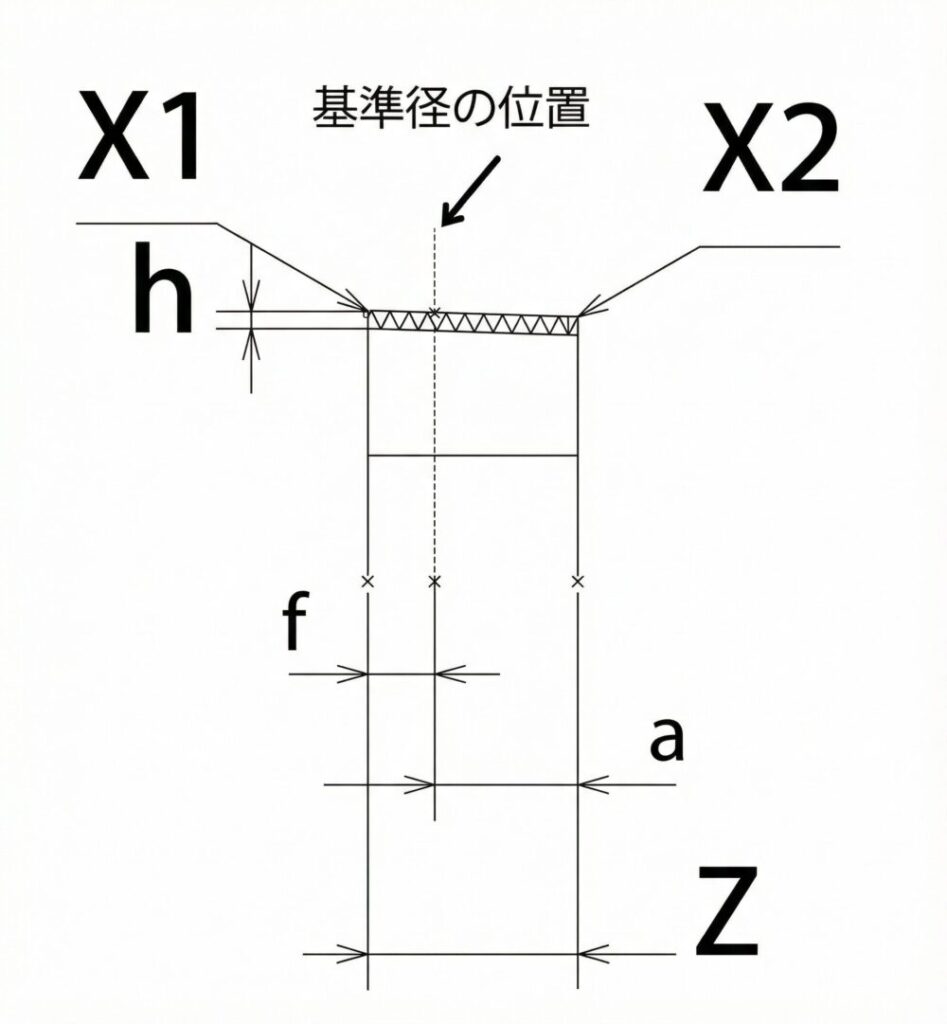
a: 基準径の位置から小径側に向かっての長さ
テーパーねじの基準となる位置から、ねじの先端(小径側)までの長さを表します。
f:基準径の位置から大径側に向かっての長さ
テーパーねじの基準となる位置から、ねじの根本側(大径側)までの長さを表します。
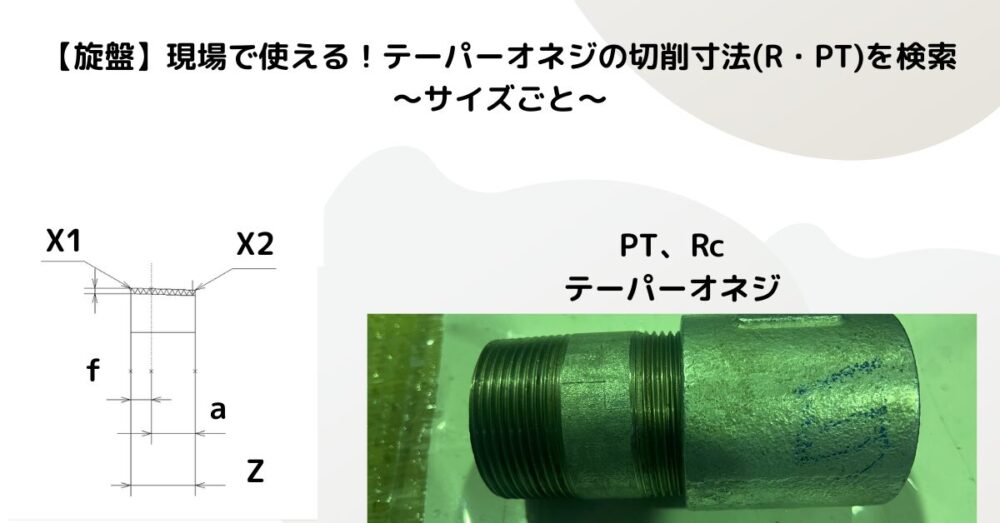
ぶっちゃけ、旋盤でのPT,R(テーパーネジ)は
- ①大きいほうの外径X1
- ②小さいほうの外径X2
- ③長手方向のZ
- ④ねじ部切り込み量
- ⑤テーパー角度1.79°
が解れば旋削できます。
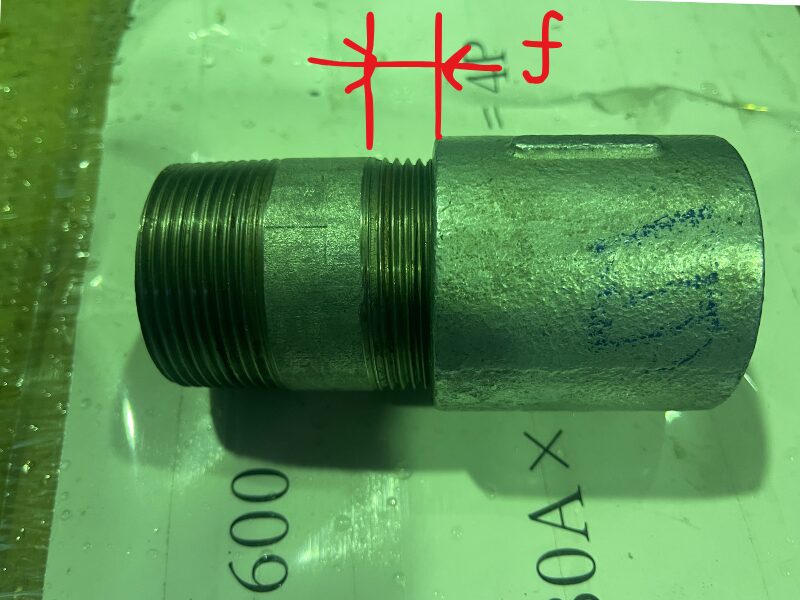
解りづらい人の為に基準径からfを上記の写真に示します。
【旋盤】現場用:PT1/8:R1/8テーパーネジ寸法
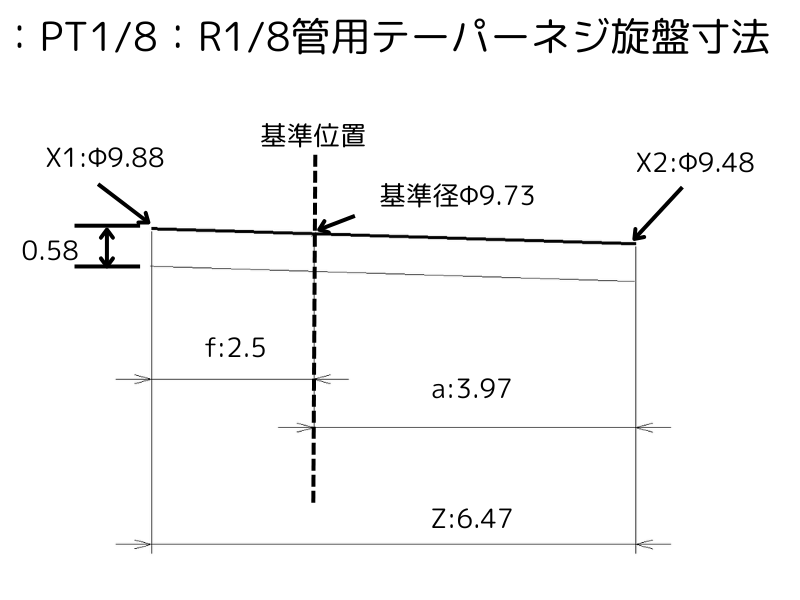
ねじ山形状は55°
テーパー角度は1.79°
ピッチは28山で㎜で変換すると0.9071㎜
基準径の寸法はφ9.728㎜
X₁の寸法はφ9.88㎜でfは2.5㎜
X₂の寸法はφ9.48㎜でaは3.97㎜
ねじ山の高さ(h):0.581㎜
※ねじ山の規格上の高さを示します
Zの寸法は6.47㎜
※ねじ山の規格上の高さを示します
【旋盤】現場用:PT1/4:R1/4テーパーネジ寸法
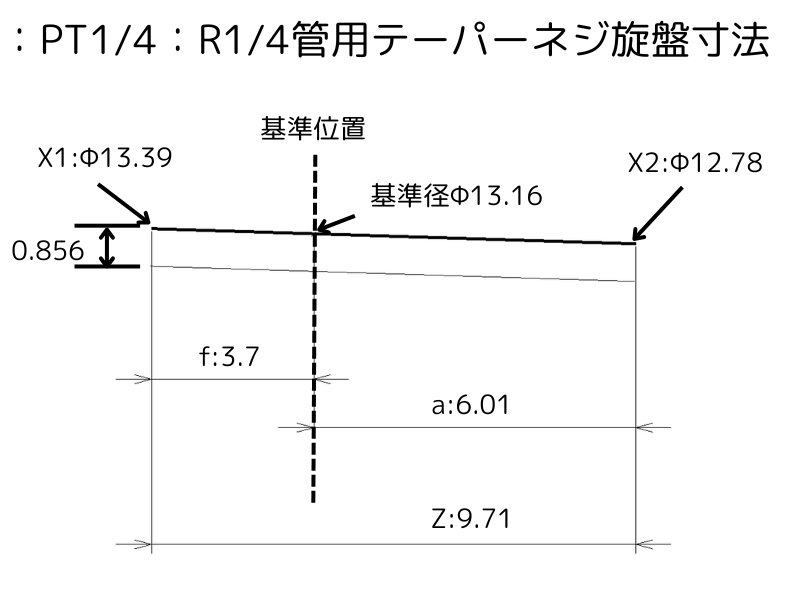
ねじ山形状は55°
テーパー角度は1.79°
ピッチは19山で㎜で変換すると1.3368㎜
基準径の寸法はφ13.157㎜
X₁の寸法はφ13.39㎜でfは3.7㎜
X₂の寸法はφ12.78㎜でaは6.01㎜
ねじ山の高さ(h):0.856㎜
※ねじ山の規格上の高さを示します
Zの寸法は9.71㎜
【旋盤】現場用:PT3/8:R3/8テーパーネジ寸法
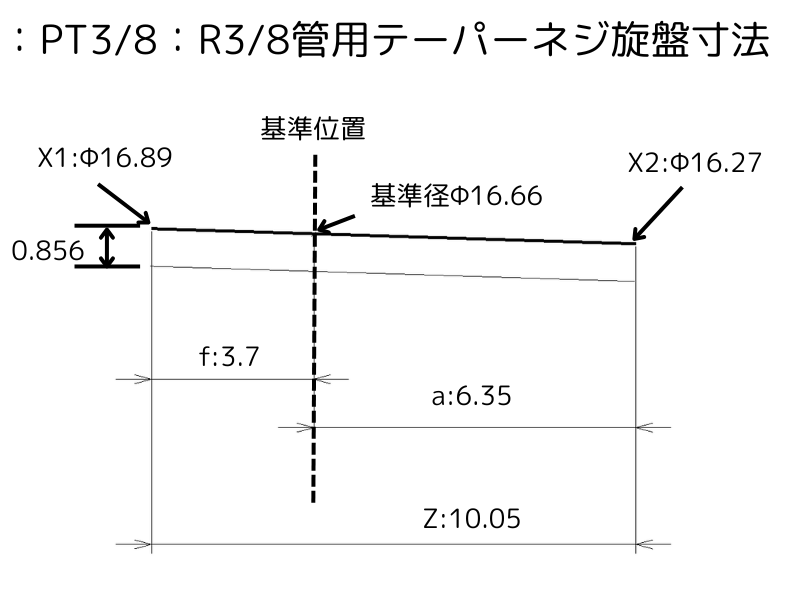
ねじ山形状は55°
テーパー角度は1.79°
ピッチは19山で㎜で変換すると1.3368㎜
基準径の寸法はφ16.662㎜
X₁の寸法はφ16.89㎜でfは3.7㎜
X₂の寸法はφ16.27㎜でaは6.35㎜
ねじ山の高さ(h):0.856㎜
※ねじ山の規格上の高さを示します
Zの寸法は10.05㎜
【旋盤】現場用:PT1/2:R1/2テーパーネジ寸法

ねじ山形状は55°
テーパー角度は1.79°
ピッチは14山で㎜で変換すると1.8143㎜
基準径の寸法はφ20.955㎜
X₁の寸法はφ21.27㎜でfは5.0㎜
X₂の寸法はφ20.44㎜でaは8.16㎜
ねじ山の高さ(h):1.162㎜
※ねじ山の規格上の高さを示します
Zの寸法は13.16㎜
【旋盤】現場用:PT3/4:R3/4テーパーネジ寸法
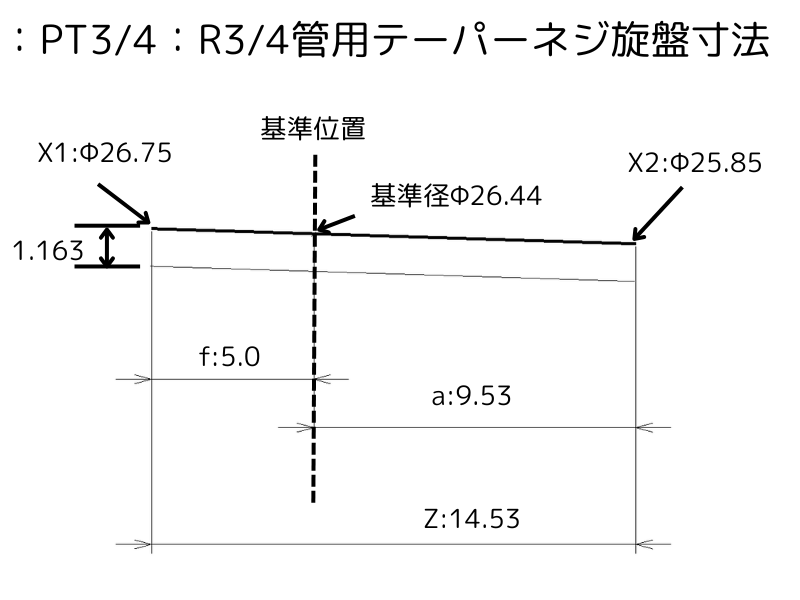
ねじ山形状は55°
テーパー角度は1.79°
ピッチは14山で㎜で変換すると1.8143㎜
基準径の寸法はφ26.441㎜
X₁の寸法はφ26.75㎜でfは5.0㎜
X₂の寸法はφ25.85㎜でaは9.53㎜
ねじ山の高さ(h):1.162㎜
※ねじ山の規格上の高さを示します
Zの寸法は14.53㎜
【旋盤】現場用:PT1:R1テーパーネジ寸法
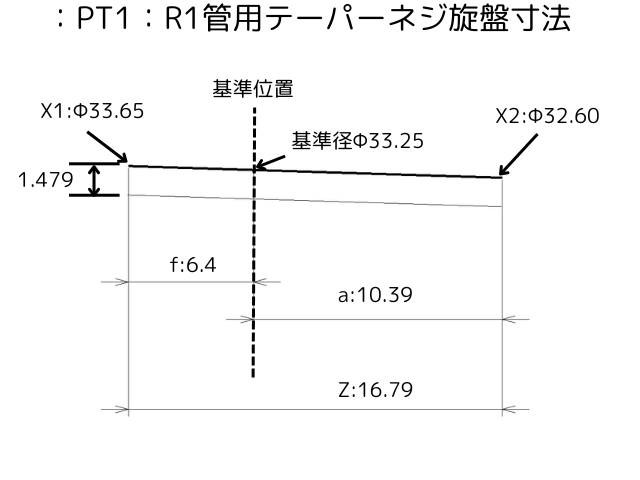
ねじ山形状は55°
テーパー角度は1.79°
ピッチは11山で㎜で変換すると2.3091㎜
基準径の寸法はφ33.249㎜
X₁の寸法はφ33.65㎜でfは6.4㎜
X₂の寸法はφ32.60㎜でaは10.39㎜
ねじ山の高さ(h):1.479㎜
※ねじ山の規格上の高さを示します
Zの寸法は16.79㎜
【旋盤】現場用:PT1-1/4:R1-1/4テーパーネジ寸法
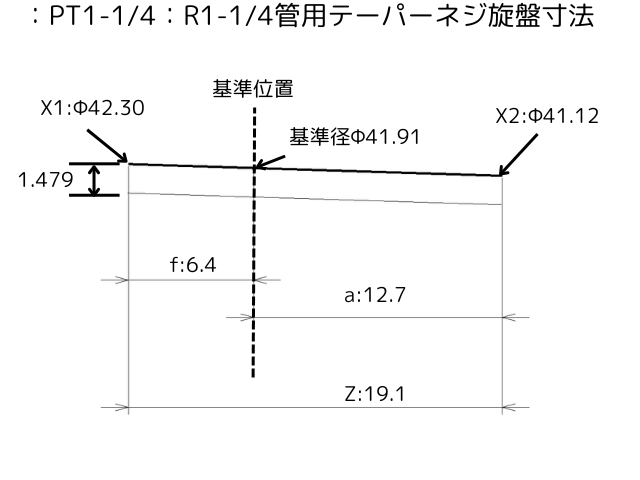
ねじ山形状は55°
テーパー角度は1.79°
ピッチは11山で㎜で変換すると2.3091㎜
基準径の寸法はφ41.910㎜
X₁の寸法はφ42.30㎜でfは6.4㎜
X₂の寸法はφ41.12㎜でaは12.7㎜
ねじ山の高さ(h):1.479㎜
※ねじ山の規格上の高さを示します
Zの寸法は19.1㎜
【旋盤】現場用:PT1-1/2:R1-1/2テーパーネジ寸法
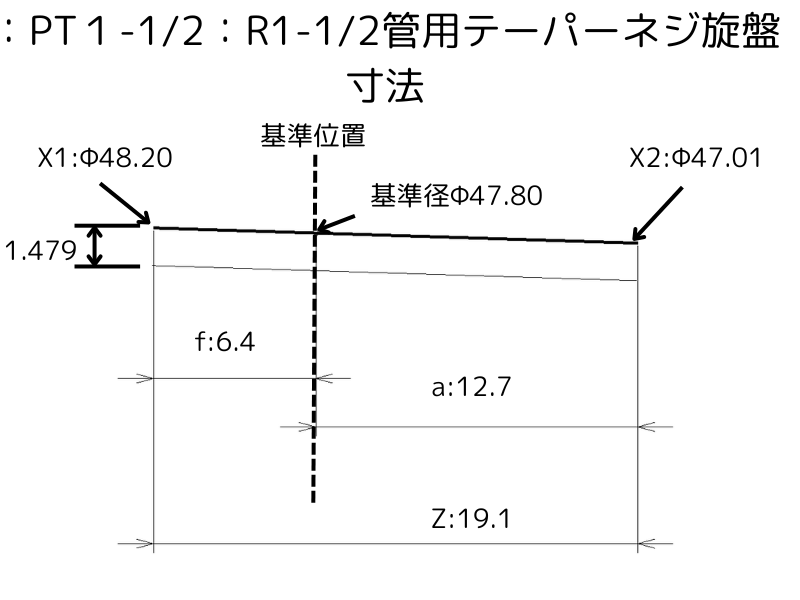
ねじ山形状は55°
テーパー角度は1.79°
ピッチは11山で㎜で変換すると2.3091㎜
基準径の寸法はφ47.803㎜
X₁の寸法はφ48.20㎜でfは6.4㎜
X₂の寸法はφ47.01㎜でaは12.7㎜
ねじ山の高さ(h):1.479㎜
※ねじ山の規格上の高さを示します
Zの寸法は19.1㎜
【旋盤】現場用:PT2、R2テーパーネジ寸法

ねじ山形状は55°
テーパー角度は1.79°
ピッチは11山で㎜で変換すると2.3091㎜
基準径の寸法はφ59.614㎜
X₁の寸法はφ60.08㎜でfは7.5㎜
X₂の寸法はφ58.62㎜でaは15.88㎜
ねじ山の高さ(h):1.479㎜
※ねじ山の規格上の高さを示します
Zの寸法は23.38㎜
【旋盤】現場用:PT2-1/2:R2-1/2テーパーネジ寸法

ねじ山形状は55°
テーパー角度は1.79°
ピッチは11山で㎜で変換すると2.3091㎜
基準径の寸法はφ75.184㎜
X₁の寸法はφ75.759㎜でfは9.2㎜
X₂の寸法はφ74.093㎜でaは17.46㎜
ねじ山の高さ(h):1.479㎜
※ねじ山の規格上の高さを示します
Zの寸法は26.66㎜㎜
【旋盤】現場用:PT3:R3テーパーネジ寸法
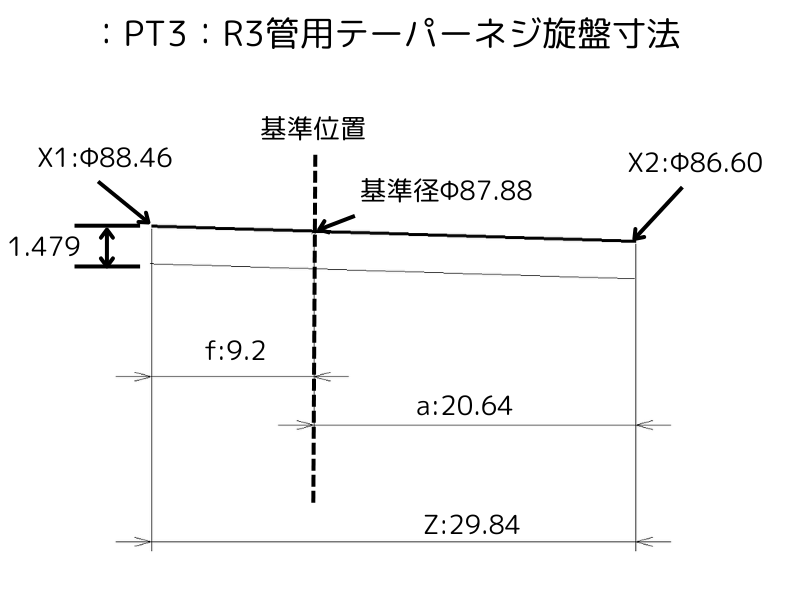
ねじ山形状は55°
テーパー角度は1.79°
ピッチは11山で㎜で変換すると2.3091㎜
基準径の寸法はφ87.884㎜
X₁の寸法はφ88.46㎜でfは9.2㎜
X₂の寸法はφ86.60㎜でaは20.64㎜
ねじ山の高さ(h):1.479㎜
※ねじ山の規格上の高さを示します
Zの寸法は29.84㎜㎜
【旋盤】現場用:PT4:R4テーパーネジ寸法
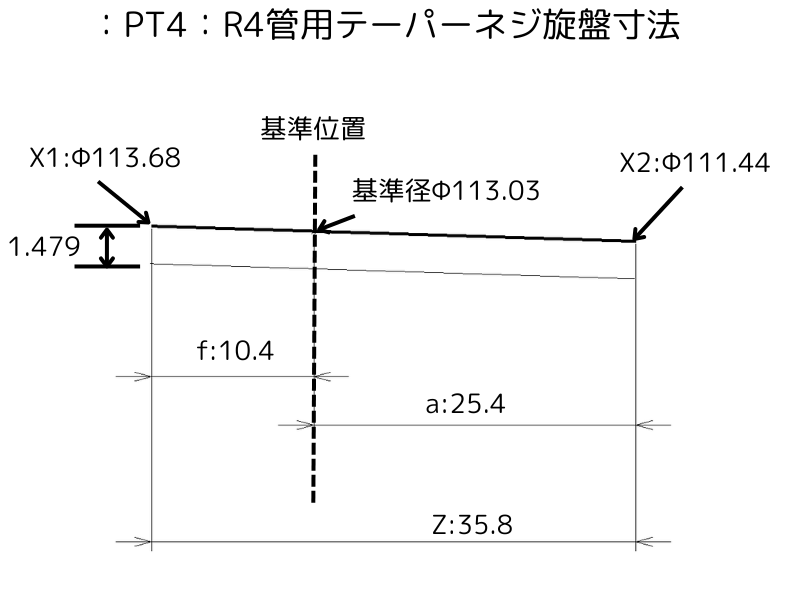
ねじ山形状は55°
テーパー角度は1.79°
ピッチは11山で㎜で変換すると2.3091㎜
基準径の寸法はφ113.030㎜
X₁の寸法はφ113.68㎜でfは10.4㎜
X₂の寸法はφ111.44㎜でaは25.4㎜
ねじ山の高さ(h):1.479㎜
※ねじ山の規格上の高さを示します
Zの寸法は35.8㎜㎜
図面指示の「はめあい長さ(a, f)」が異なる場合に:計算ツール活用法
ここまで、一般的な基準寸法を元にした現場用のねじ寸法(X₁, X₂, Zなど)をサイズごとにリストアップしてきました。
しかし、実際の加工現場では、相手部品との嵌めあい(はめあい)の関係などで、図面で指示されるテーパーねじの有効長さが、必ずしも規格の基準長さ(リスト計算の元にした a や f の値)と一致しない場合があります。つまり、図面によっては「基準径の位置からの長さ a(小径側)」や「f(大径側)」が独自に指定されているケースがあるのです。
そんな時、指定された a や f の値から、旋盤加工に必要な「X₁(大端径)」や「X₂(小端径)」を、その都度テーパー(1/16勾配または1.79°)で計算し直すのは少し面倒ですよね。
そこで、「基準径」と「図面で指定された a または f の長さ」を入力するだけで、必要なX₁(大端径)またはX₂(小端径)を簡単に計算できるツールを用意しました。
【計算ツールの使い方】
- X₁(大端径)を求めたい場合:
- 加工するねじの「基準径」の数値を入力します。(例:R1/4 なら 13.157:角度1.79)
- 図面で指示されている基準径からの大径側の長さ「f (mm)」を入力します。
- 「計算する」ボタンを押すと、対応する X₁ (大きい方の径) が表示されます。
- X₂(小端径)を求めたい場合:
- 加工するねじの「基準径」の数値を入力します。(例:R1/4 なら 13.157:角度1.79)
- 図面で指示されている基準径からの小径側の長さ「a (mm)」を入力します。
- 「計算する」ボタンを押すと、対応する X₂ (小さい方の径) が表示されます。
これで、図面ごとに異なる端部径も素早く確認できます。現場での段取りやプログラム作成に、ぜひこの計算ツールをご活用ください!
テーパーねじ端部径 計算ツール
(大端径 X₁ / 小端径 X₂)
現場の確認用に是非ご活用ください!
※注意
計算結果のX1とX2をよく確認しましょう!
※X1とX2の切り替えを間違えたら答えが、変わってきます
X1:大きい方の径(f側)
X2:小さい方の径(a側)
【旋盤】テーパおねじについてのよくある質問 (Q&A)
Q1: RねじとPTねじは、結局同じものと考えて良いですか?
A1: はい、現在ではJIS B 0203で規定される同じ管用テーパーねじを指します。PTは旧JISの呼び方で、Rがおねじ、Rcがめねじの現行JISでの記号です。現場ではPT表記もまだ使われますが、ねじの形状や寸法は同じと考えて差し支えありません。ただし、ねじゲージの許容差が厳密には異なる場合があるため、ゲージの共用は推奨されません。
Q2: テーパーねじの「基準径」は、実際にどこを測れば良いのですか?
A2: 基準径は理論上の寸法で、おねじの場合、基準の長さだけねじが切られた部分の端面(基準径の位置)での直径を指します。実際に加工したねじの特定の位置を直接測定して基準径と一致させるのは難しいため、通常はねじゲージを使用して、はめあい長さや基準径からのずれを確認します。
Q3: この記事の寸法表通りに加工すれば、必ず規格通りのねじができますか?
A3: この記事の寸法表は、JIS規格に基づいて計算された参考値です。実際の加工では、使用する機械の精度、刃物の状態、材質、加工方法など様々な要因で仕上がり寸法が変動します。必ずねじゲージで確認し、必要に応じて補正を行ってください。特に嵌めあい部品がある場合は、現物合わせでの調整が重要になることもあります。
Q4: ねじゲージを持っていない場合、加工したテーパーねじの精度を簡易的に確認する方法はありますか?
A4: 相手部品(めねじ部品など)があれば、それにはめてみて、ねじの掛かり具合(何山くらい入るか、ガタつきはどうかなど)を確認するのが最も簡易的な方法です。ただし、これはあくまで目安であり、正確な検査にはねじゲージが必要です。
Q5: なぜテーパーねじはシール性があるのですか?
A5: テーパーねじは、おねじとめねじの軸線がわずかに傾斜(テーパー)しているため、締め付けていくとねじの
フランク面(側面)同士が強く密着します。この金属同士の密着によって隙間がなくなり、流体の漏れを防ぐシール効果が得られます。実際には、より確実なシール性を得るためにシールテープなどを併用することが一般的です。
まとめ:テーパーねじ加工の効率アップと精度向上のために
この記事では、旋盤加工におけるRねじ(PTねじ)の基本的な知識から、現場ですぐに役立つ各サイズの旋削仕上げ、参考寸法、さらには図面指示に応じた端部径を簡単に計算できるツールの活用法までを解説してきました。
テーパーねじ加工は、その特性上、正確な寸法管理が求められます。特に、
- RねじとPTねじ、Rcねじの関係性の理解
- 基準径、ねじ山角度、ピッチ、テーパー角度といった基本要素の把握
- 旋削に必要なX₁(大端径)、X₂(小端径)、Z(有効ねじ長)の正確な算出
これらのポイントを押さえることが、高品質なねじ加工への近道となります。
本記事で提供した寸法表や計算ツールが、日々の面倒な寸法計算の手間を少しでも軽減し、より効率的で正確な加工作業の一助となれば幸いです。
最後に、この記事で紹介した寸法はあくまでJIS規格に基づく参考値です。実際の加工においては、必ずねじゲージでの確認や、相手部品との嵌めあいを確認しながら、最適な寸法に調整していくことが重要です。
今後も、現場の皆様のお役に立てるような情報を発信していきたいと思います。ぜひこの記事をブックマークしていただき、日々の作業にご活用ください。
本記事の内容は、細心の注意を払って作成しておりますが、その正確性や完全性を保証するものではありません。本記事の情報を利用した結果生じたいかなる損害についても、当方は一切の責任を負いかねますので、あらかじめご了承ください。万が一、記事内に誤りや改善点などお気づきの点がございましたら、ご指摘いただけますと幸いです。
。

コメント