スローアウェイチップとバイトって種類が多くて覚えきれないと思っておりませんか?
実はある程度法則があります
覚えてしまえばホルダー、チップがマッチするかどうか選定できます。
この記事ではバイトとチップの型番を見るとどの種類の物か解るようになります。
バイトとチップの適合方法の見方
一例を見てみます
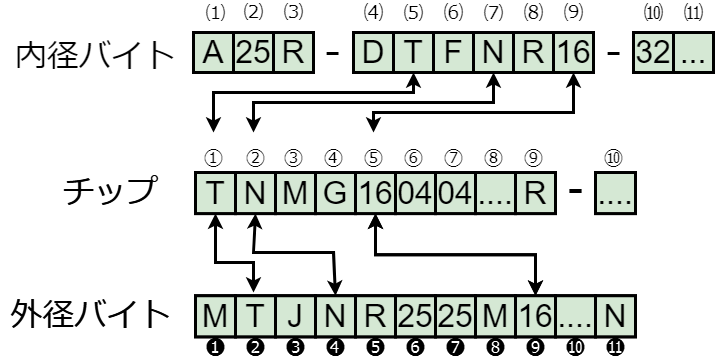
チップ①~⑩のブロックで表示される
外径バイト❶~⓫のブロックで表示される
内径バイト⑴~⑾のブロックで表示される
上図の矢印が出ているところの記号(T,N,16)がチップとバイト共用のハメ合いを表しております。同じ記号ならマッチします。残りの記号はチップ、バイトそれぞれの独立した規格を表しております。
- Tが切れ刃角60°
- Nがネガティブ
- 16がサイズ
それぞれの記号を詳しく解説いたします。
チップの型番の解説
①形状

- S型(正方形)
- T型(60゜の正三角形)
- C型(80゜のひし形)
- D型(55゜のひし形)
- V型(35゜のひし形)
- W型(80゜の六角形)
- R型(円形)
 工場長
工場長よく使うものは、T,C,D,V,W
②逃げ角

- N(逃げ角0゜)
- B(逃げ角5゜)
- C(逃げ角7゜)
- D(逃げ角15゜)
- E(逃げ角20゜)
- F(逃げ角25゜)
- P(逃げ角11゜)
工場長よく使うものは、N,B,C
③精度
 工場長
工場長よく使う記号はM,G,E
この3つを精度順に下図に表してみました
| 記号 | 内接円直径精度 | チップ厚さ精度 | コーナー高さ精度 |
| M | ±0.05~±0.13 | ±0.13 | ±0.08~±0.18 |
| G | ±0.025 | ±0.13 | ±0.025 |
| E | ±0.025 | ±0.025 | ±0.025 |
④溝、穴

- チップの上下面の溝の有無
- 取付穴の有無
- 取り付け穴の形状を記号化
私はあまり、気にしたことがないです
⑤切れ刃長さ、または内接円記号

| 記号 | R型(内接) | S型(刃長) | C型(刃長) | T型(刃長) | D型(刃長) |
| 04 | 4.76 | 4.8 | 4.8 | ||
| 06 | 6.0 | 6.35 | 6.50 | 6.9 | 6.8 |
| 08 | 8.0 | 8.1 | 8.2 | ||
| 09 | 9.525 | 9.525 | 9.7 | 9.6 | 9.7 |
| 12 | 12.7 | 12.7 | 12.9 | ||
| 13 | 13.8 | ||||
| 16 | 16.0 | 16.1 | 16.5 | ||
| 22 | 22.225 | 22.6 | 22.0 |
⑥チップ厚さ

座面から刃先までの高さ(㎜)
小数点以下は切り捨て
この場合ですと4.76㎜→04
| 厚さ(㎜) | 1.59 | 2.38 | 2.78 | 3.18 | 3.97 | 4.76 | 6.35 | 7.94 | 9.52 |
| 記号 | 01 | 02 | T2 | 03 | T3 | 04 | 06 | 07 | 09 |
⑦刃先ノーズR

この場合ですとR0.4㎜→04
工場長現場メモ 図面で隅部0.2以下と指示がある場合は、コーナーR02を使うと大きくなる場合がある。その場合はメーカーごとにノーズRがマイナス公差のチップがあります。
⑧切れ刃

切れ刃の状態を表す
表記は任意で表してない場合もある
| K | ダブルチャンファホーニング |
| P | ダブルチャンファと複合ホーニング |
| F | シャープエッジ |
| E | 丸ホーニング |
| W、T | 面取りホーニング |
| S | 面取りと丸ホーニングの複合 |
⑨勝手

切れ刃が付いている場合は確認
両勝手の場合は表記されない
工場長現場メモ 内径ホルダーが右勝手の場合は左勝手のチップで選定
⑩補足

ハイフンの後ろは規格では無いのでメーカーごとに違う
各メーカーのカタログを参照
外径バイトの型番
❶構造

| C | クランプオン方式 |
| E | ピンロック方式 |
| M | 二重クランプ方式 |
| P | ピンロック方式 |
| S | スクリュークランプ方式 |
| W | ウェッジロック方式 |
❷チップの形状

チップの①と同じものを選定
- S型(正方形)
- T型(60゜の正三角形)
- C型(80゜のひし形)
- D型(55゜のひし形)
- V型(35゜のひし形)
- W型(80゜の六角形)
- R型(円形)
❸切れ刃形状

主に使用されるものが
| B | 75° 切れ刃の位置がZ軸方向 |
| D | 45° 切れ刃の位置がZ軸方向 |
| F | 90° 切れ刃の位置がX軸方向 |
| G | 90° 切れ刃の位置がZ軸方向 |
| J | 93° 切れ刃の位置がZ軸方向 |
| H | 107.5° 切れ刃の位置がZ軸方向 |
| K | 75° 切れ刃の位置がX軸方向 |
| L | 95° 切れ刃の位置がXとZ軸方向 |
| P | 117.5° 切れ刃の位置がZ軸方向 |
| V | 72.5° 切れ刃の位置がZ軸方向 |
➍逃げ角

チップの②と同じものを選定
N(逃げ角0゜) ネガティブ
B(逃げ角5゜) ポジティブ
C(逃げ角7゜) ポジティブ
D(逃げ角15゜) ポジティブ
E(逃げ角20゜) ポジティブ
F(逃げ角25゜) ポジティブ
P(逃げ角11゜) ポジティブ
 工場長
工場長現場メモ📋
(B)5°(C)7°の違いや(D)15°(E)20°などは見た目では選別できないので注意が必要
❺勝手

R 右勝手
L 左勝手
N 勝手なし
工場長外径加工の場合R勝手の場合、チップもRです。内径は違うので注意が必要
❻シャンク高さ

単位は㎜ 機械の芯高に合わせる
上の場合❻25なので、25㎜の芯高の機械の場合、敷板は不要です。
❼シャンクの幅

単位は㎜
❼は25なので25㎜幅です。
❽バイトの全長

| A:32 | J:110 | S:250 |
| B:40 | K:125 | T:300 |
| C:50 | L:140 | U:350 |
| D:60 | M:150 | V:400 |
| E:70 | N:160 | W:450 |
| F:80 | P:170 | X:500 |
| G:90 | Q:180 | |
| H:100 | R:200 |
❽はMなので全長150㎜です。
❾切れ刃長さ

チップ⑤を参照
| 記号 | R型(内接) | S型(刃長) | C型(刃長) | T型(刃長) | D型(刃長) |
| 04 | 4.76 | 4.8 | 4.8 | ||
| 06 | 6.0 | 6.35 | 6.50 | 6.9 | 6.8 |
| 08 | 8.0 | 8.1 | 8.2 | ||
| 09 | 9.525 | 9.525 | 9.7 | 9.6 | 9.7 |
| 12 | 12.7 | 12.7 | 12.9 | ||
| 13 | 13.8 | ||||
| 16 | 16.0 | 16.1 | 16.5 | ||
| 22 | 22.225 | 22.6 | 22.0 |
➓チップ厚さ

チップの厚さと合わせる
| 厚さ(㎜) | 1.59 | 2.38 | 2.78 | 3.18 | 3.97 | 4.76 | 6.35 | 7.94 | 9.52 |
| 記号 | 01 | 02 | T2 | 03 | T3 | 04 | 06 | 07 | 09 |
⓫その他(下板の有無)
 工場長
工場長省略しているメーカーが多いように感じます
内径バイトの型番
⑴シャンクの材質

| S | 鋼シャンク |
| A | 鋼シャンク(クーラントホール付き) |
| C | 超硬シャンク |
| E | 超硬シャンク(クーラントホール付き) |
工場長内径バイトのホルダーは、超硬の方がビビりを抑えれますが、価格はかなり高くなります。
⑵シャンクの直径
 工場長
工場長突き出し量の目安に
鋼シャンク=3D
超硬シャンク=7D
とありますが、Dは工具のシャンク径です。
上の例(2)はφ25なので突き出し量は、鋼シャンクは75㎜。超硬シャンクは175㎜を目安に加工しましょう。
⑶バイトの全長

外径バイトと同じ規格
| A:32 | J:110 | S:250 |
| B:40 | K:125 | T:300 |
| C:50 | L:140 | U:350 |
| D:60 | M:150 | V:400 |
| E:70 | N:160 | W:450 |
| F:80 | P:170 | X:500 |
| G:90 | Q:180 | |
| H:100 | R:200 |
工場長内径ホルダーの場合長すぎると、刃物台に取り付ける際に構造上、突き出し量が長くなるので、切って対応しましょう。
⑷クランプ方式

外径バイトとほぼ同じ規格
| C | クランプオン方式 |
| D | ダブルクランプ方式 |
| M | 二重クランプ方式 |
| P | ピンロック方式 |
| S | スクリュークランプ方式 |
| W | ウェッジロック方式 |
⑸チップの形状

外径バイトと同じ規格
- S型(正方形)
- T型(60゜の正三角形)
- C型(80゜のひし形)
- D型(55゜のひし形)
- V型(35゜のひし形)
- W型(80゜の六角形)
- R型(円形)
⑹切れ刃形状

| L | 95° 切れ刃の位置がXとZ軸方向 |
| P | 117.5° 切れ刃の位置がZ軸方向 |
| Q | 107.5° 切れ刃の位置がZ軸方向 |
| S | 45° 切れ刃の位置がZ軸方向 |
| U | 93° 切れ刃の位置がZ軸方向 |
| W | 60° 切れ刃の位置がZ軸方向 |
| X | 110° 切れ刃の位置がZ軸方向 |
| Z | 93° 切れ刃の位置がZ軸方向 |
⑺チップの逃げ角

チップの②と同じものを選定
N(逃げ角0゜) ネガティブ
B(逃げ角5゜) ポジティブ
C(逃げ角7゜) ポジティブ
D(逃げ角15゜) ポジティブ
E(逃げ角20゜) ポジティブ
F(逃げ角25゜) ポジティブ
P(逃げ角11゜) ポジティブ
工場長現場メモ📋
チップを見ただけでは、逃げ角の5°7°の違いや15°20°などは見た目では選別できないので注意が必要
⑻勝手

R 右勝手
L 左勝手
工場長現場メモ📋
基本的には右勝手(R)の内径バイトにはチップ左勝手(L)が付きます
⑼切れ刃の長さ

チップ⑤を参照
| 記号 | R型(内接) | S型(刃長) | C型(刃長) | T型(刃長) | D型(刃長) |
| 04 | 4.76 | 4.8 | 4.8 | ||
| 06 | 6.0 | 6.35 | 6.50 | 6.9 | 6.8 |
| 08 | 8.0 | 8.1 | 8.2 | ||
| 09 | 9.525 | 9.525 | 9.7 | 9.6 | 9.7 |
| 12 | 12.7 | 12.7 | 12.9 | ||
| 13 | 13.8 | ||||
| 16 | 16.0 | 16.1 | 16.5 | ||
| 22 | 22.225 | 22.6 | 22.0 |
⑽その他(最小加工径)

表記なしの場合が多い
⑾その他

メーカーによって表記が決まっていない
京セラの場合
A(N)、、、ダイナミックバー
AE、、、、、ダイナミックバーのエクセレントバー
E、、、、、、エクセレントバー
まとめ
バイトとチップを正しく、適切な選択をすることは、加工品質を向上させるために非常に重要です。 バイトとチップの形状、サイズ、特殊仕様など必要最低限のことは覚えてしまいましょう。
コメント