旋盤に関して、切削加工を行う際に適切な工具素材を選ぶことは非常に重要です。この記事では、旋盤歴20年以上の筆者が、超硬合金、ハイス、CBN、ダイヤモンド、セラミック、サーメットの6つの工具素材について、それぞれの特徴や選択方法。適した用途について解説します。あなたの作業効率をアップさせましょう。
- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
1.超硬合金とハイスを徹底比較
1-1. 超硬合金とは何か?

チップ(P種、PVDコーティング)
ハイスは刃先温度が560度で軟化するのに対して
超硬合金は800~1000度くらいまで硬度を保てる
なのでハイスよりも高速切削が出来ると言える
超硬にはK種、P種、M種に分けられる
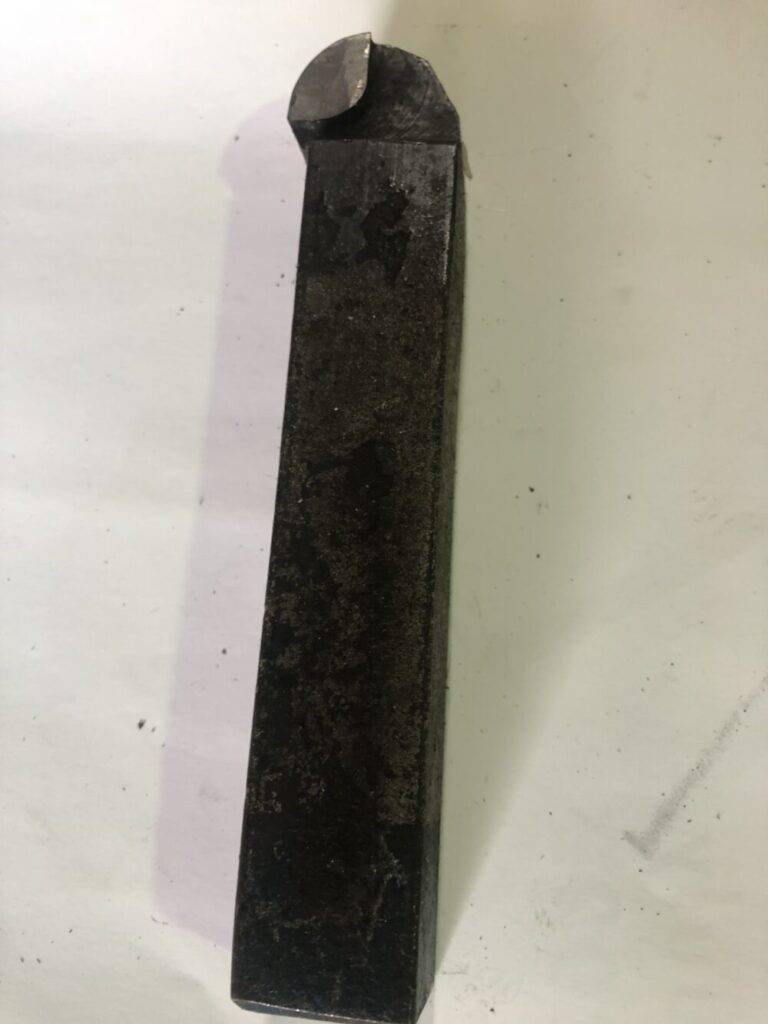
ロウ付けバイトは、シャンクの端に塗装されています
チップはケースの裏側に記載があります
K種(赤色)
機械的衝撃に強い
不連続の切り屑を排出するものに良い
WC+Coが主な成分
加工物の材質・・・鋳鉄、チタン、アルミニウムなどに適している
P種(青色)
連続した切り屑を排出するものに良い
耐熱性、高速切削時の耐摩耗性に強い
WC+TiC+TaCが代表的な主な成分
加工物の材質・・・鋼鉄全般
M種(黄色)
K種とP種の中間的な役割
機械的衝撃、耐熱性にそこそこ強い
連続、不連続の切り屑の排出の両方に良い
加工物の材質・・・鋼鉄、鋳造、ステンレスなどに適している
 ねじ男
ねじ男材質が解らないもの、特に肉盛りなどは靭性(粘り強い)があり機械的衝撃に強いK種で加工すると経験上、上手く行きます。困ったときのK種です
1-2. ハイスとは何か?
ハイスはHigh Speed Steelの略で、高速度鋼と呼ばれる合金鋼の一種です。炭素鋼に比べてより高い硬度と耐熱性を持ち、切削速度が速い加工に適しています。しかし、超硬合金に比べると柔軟性があり、超硬合金ほどの高速加工には向いていません。現在は、主に超硬合金の母材にコーティングされたスローアウェイチップが主流となっております
ハイスは高速切削に向いていない
ドリルやヘールバイトなどは今でも使われている
3つの特徴
①靭性が優れている
断続切削加工に優れる
刃先を鋭利にできる
②低速切削しなければならない
ハイスの刃先温度が560度付近で軟化するので高速切削不可
切削速度をあげれない場合(加工物が小さすぎるものや加工物の中心部分)ハイスと相性良い
③すくい角を大きくできる
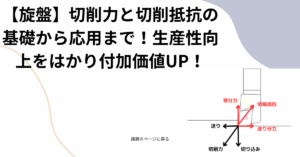
すくい角をおおきくすることで切削抵抗を少なくできる
1-3. 超硬合金とハイスの違いは
まず超硬合金ですが、これはタングステンカーバイト(WC)の切れ刃部分に使われる非常に硬い材料です。タングステンとコバルトの粉末を混ぜて圧縮、焼結したもので、非常に硬度が高いものを持っていますこのため、超硬合金は非常に優れた切削性能を持ち、切れ味が長持ちします。しかし万能ではありません。超硬合金は比較的もろいため、衝撃に弱いという欠点があります。
ハイスは「高速度鋼」と呼ばれる合金鋼で、鉄と炭素に加えて、モリブデン、バナジウム、クロム、コバルトなどの元素を添加しています。これらの添加物により、ハイスは非常に硬度が高いを持ち、超硬合金にも劣らない切削性能を発揮します。また、ハイスは耐衝撃性にも優れており、非常に親切な切れ刃を作ることができます。
1-4. 超硬合金とハイス!それぞれの使い方
超硬合金は、高硬度と高耐摩耗性を持ち、熱に強いので、切削速度が速い加工に適しています。一方、ハイスは、硬さと粘さを兼ね備えており、600℃程で、急激に硬さが低下するので、高温になりにくい、低速加工に適しています。どちらを使うかは、加工材料や加工条件によって異なりますが、現在主流なのは、圧倒的に超硬合金の母材にコーティングされた、スローアウェイチップになります。コーティングについては、次に解説いたします。
2.コーティングについて
母材(ハイスと超硬が主)にコーティングして耐摩耗性、耐溶着性、耐熱性を高める
生産性やコストを考えるとコーティング以外は選択肢は無いといっても過言ではありません
現在の主流はコーティングです
2-1.コーティングの種類
ハイスコーティング
ハイスの欠点に600度あたりを超えると軟化する
その欠点を補うために母材のハイスにTiC、TiNなどの硬質セラミックをコーティング。
- 耐熱性が向上し刃先温度の上昇を抑える
- ドリルなどでよくみられる
超硬コーティング
スローアウェイチップの大部分は超硬の母材にコーティングされたものである
超硬にTiC、TIN、アルミナなどをコーティング
耐溶着性、耐熱性を向上させる
主に2種類のコーティングを知っておけばよいでしょう
①CVDコーティング
超硬の母材に化学蒸着法により薄膜コーティング
高温度、耐摩耗性に優れたTi系に、高温時に安定するセラミック系をコーティング
靭性が高く、耐欠損性に優れている
②PVDコーティング
超硬の母材に物理蒸着法により薄膜コーティングCVDコーティングに比べ劣化しにくいため長寿命が特徴
ねじ切り、溝入れでよく使用されます。
③DLCコーティング(Diamond-Like Carbon)
超硬(K種)の母材に薄膜のアモルファスカーボンをコーティングされたもの
ダイヤより高度は劣りますが、費用対効果は高い
CBNとダイヤの比較
CBNもダイヤ両方とも、硬い材料です。
4-1.CBNとダイヤ
- CBN(窒化ホウ素)
非常に硬い材料で、鋼鉄や鋳鉄などの固い材料の切削に適する
耐摩耗性に優れている
熱伝導率が高く熱が刃物にも逃げるので安定する
- ダイヤ
硬くて熱に強い
構成刃先が付きにくい
硬いので衝撃に弱く、もろい
ダイヤは固いので、焼き入れ鋼なども削れるのでは?と思いがちですが、鉄系には高温になると化学反応をおこすので不向きです。
焼き入れ鋼の切削にはCBNが断然いいです
値段は断然ダイヤのほうが高いです
サーメットの特徴
5-1. サーメットとは
チタンカーバイト(TiC)を主成分とする
セラミックス(Ceramics)と金属(Metal)の複合材料で最初の文字から
サーメット(Cermet)と呼ばれるようになる
現在、仕上げにおいてはサーメットが大部分を占めています。
5-2.サーメットの特徴
- 構成刃先ができにくい
- 高速切削が可能
- 超硬に比べて硬いので、もろく欠けやすい
- 耐酸化性に優れていて、工具寿命が長い
サーメットは、旋削加工用として広く使用されており、主に高硬度と耐熱性が特徴です。この特性により、高温・高速での加工に適しています。

サーメットの用途
荒引きは超硬、仕上げはサーメットが基本です。
また、溝入れなど、比較的面粗度を必要とされる加工にも向いています。
 工場長
工場長現場メモ📝
超硬とサーメットのチップは見た目では区別はつきにくいですが、重さが超硬のが重たいです
セラミック
セラミックの特徴
超硬よりも耐摩耗性が優れていて鋳鉄などに良い
熱伝導率が低いので刃先温度が上がりにくいので高速切削が可能
アルミナ系・・・ 鋳鉄の高速加工に良い
曲げ強さ、靭性がほかのセラミックスに比べると劣る
アルミナ-炭化チタン系・・・・耐摩耗性、耐クレーター性摩耗性に優れる
高硬度加工が可能
窒化珪素系・・・ 耐熱、衝撃に優れる
鋳鉄の湿式加工が可能
高硬度の焼き入れ鋼も削れます。
断続切削には、すぐに欠けてしまうので向いていないので、注意が必要です
まとめ
旋盤を使った切削加工に関して、選ぶべき工具素材は様々です。 この記事では、超硬合金、ハイス、CBN、ダイヤ、セラミック、サーメットの6つの工具素材を慎重に比較しました。
それぞれの工具素材について、その特徴や適した用途、コーティングについても解説しました。 また、どのような場面でどの工具素材を選ぶべきかを説明いたしました。
切削加工に欠かせない工具素材を比較することで、技術者の方々が自分の目的に合った素材を選ぶための参考になるよう、この記事をまとめました。
参考文献:旋削工具のすべて(株)大河出版
- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
コメント