【自動計算ツール】旋盤のテーパー加工・面取り寸法の求め方
ここは旋盤加工における内径テーパー・面取り寸法の自動計算ページです。 シャフトの外径やテーパーピンの加工において、30度や60度といった角度の「研磨代の逃げ」を暗算するのは致命的なミスの原因になります。手元の数値を入力するだけで、次工程に安心して渡せる正確な寸法を自動算出します。 ※ツールの詳しい使い方や、不良を出さないための現場のノウハウは、ツール下部の記事(↓)をご覧ください。
内径(すり鉢形状など)の計算を行いたい方は、以下の内径専用ページをご利用ください。 [▶ 【自動計算】旋盤の外径(軸)テーパー加工・面取り寸法の求め方へ移動する]
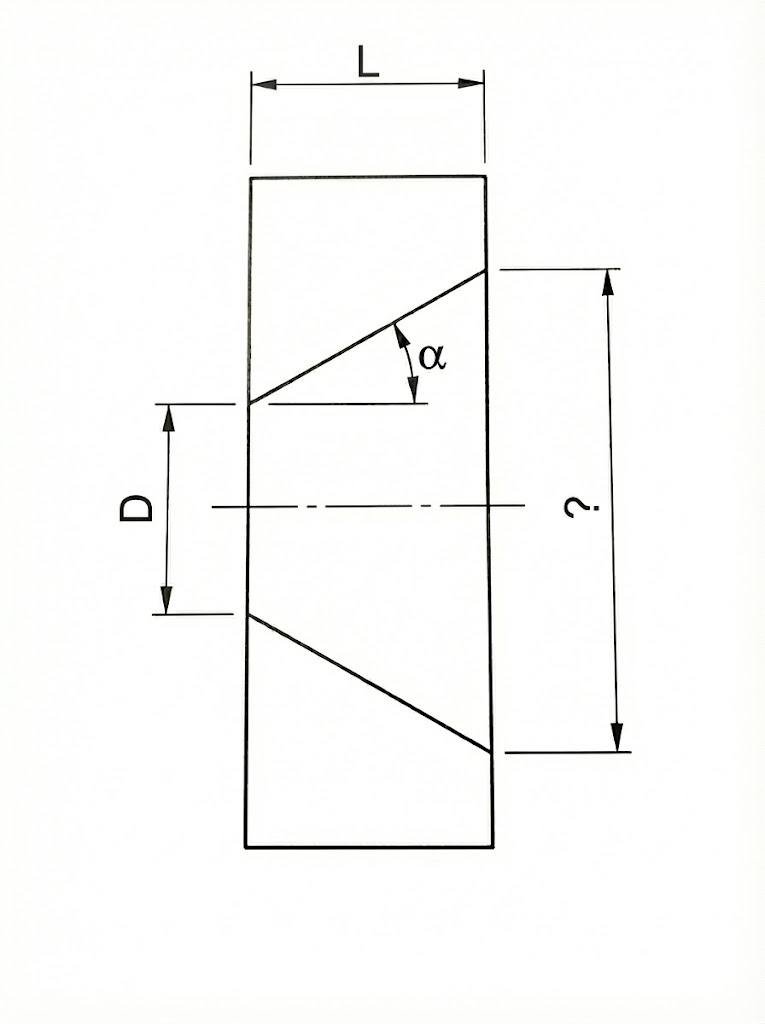
【計算1】径と角度から「テーパー長さ」を求める
※半角数字を入力してください
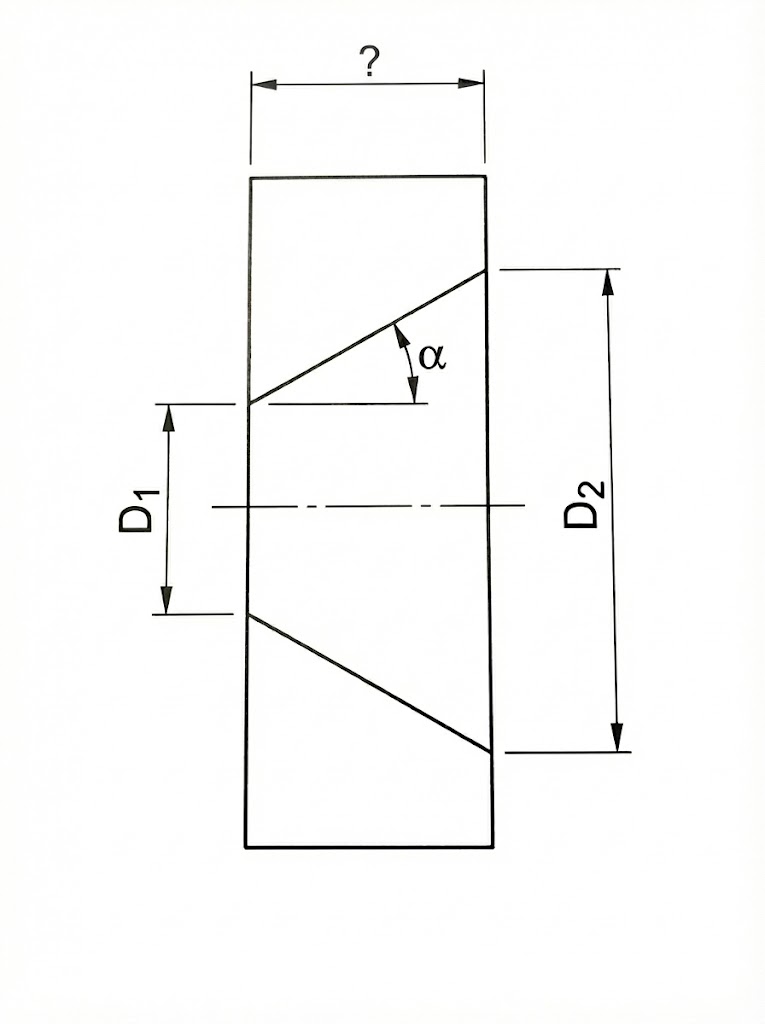
【計算2】角度と長さから「大径(先端径)」を求める
※半角数字を入力してください
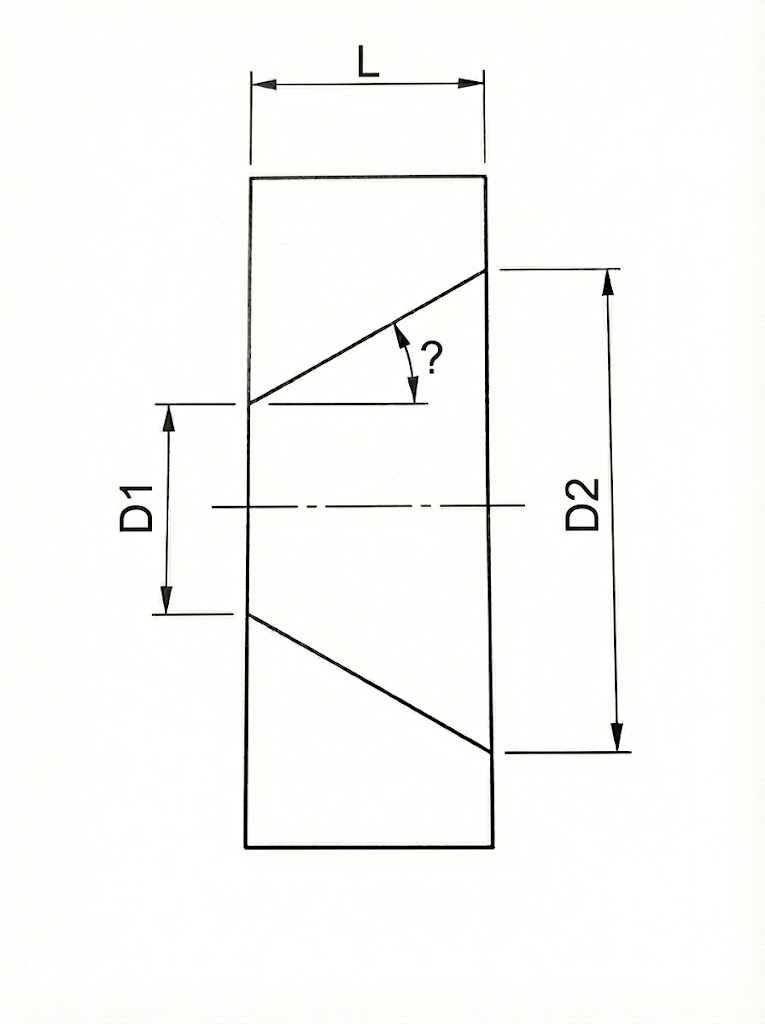
【計算3】大径・小径・長さから「テーパー角度」を求める
※半角数字を入力してください
なぜこの計算ツールが必要なのか?(解説・仕組み)
旋盤加工の現場で45度のC面(面取り)を加工する場合、多くの技術者は「取りしろが片肉0.15mmだから、Z軸も0.15mm余計に削ればいい」と暗算で済ませてしまいます。しかし、これが30度や60度といった「45度以外の角度」になった途端、計算の難易度は跳ね上がり、勘に頼った加工は命取りになります。
今回は、研磨代を考慮した精密なテーパー加工、特に30度などの変則的な角度において、なぜ当サイトの計算ツールの活用が不可欠なのか、20年の現場経験から得た知見を凝縮して解説します。
この計算式の根拠と仕組み
テーパー計算の根拠は、直角三角形の比率を求める三角関数にあります。45度であれば底辺と高さの比が1:1なので暗算も容易ですが、30度(片角)の場合はそうはいきません。
30度テーパーの特殊性
30度の角度を持つテーパーでは、径方向の変化と軸方向(長さ)の変化の比率が変わります。
計算式:
L = (D₂ – D₁) / (2 × tan 30°)
※ここで、tan(30°)は約 0.57735 です。
【具体例】
以下の条件でテーパーの長さを求めてみましょう。
- 仕上げ外径: Φ70mm
- 研磨代: 直径で0.3mm(旋盤仕上げは Φ69.7mm)
- テーパー角度: 30度
- 最終的に残したいテーパーの「長さ」: 4mm
この場合、研磨で直径が0.3mm(片肉0.15mm)削り落とされると、30度のテーパー面は軸方向に約0.26mm(0.15 / 0.577)も「逃げて」しまいます。つまり、旋盤でぴったり4mmの長さで加工してしまうと、研磨上がりでは3.74mm程度まで短くなってしまうのです。
この「0.26mmの差」を暗算で正確に出すのは、騒音や振動のある現場では極めて困難です。計算ツールを使い、旋盤加工時点での「大きい方の径(D2)」と「小さい方の径(D1)」、そして「角度(30度)」を入力し、研磨後の目減り分をあらかじめ足し込んだ正確な長さを導き出すことが、不良ゼロへの最短ルートとなります。
JIS規格などの対応について
面取り(C面)に関しては、JIS B 0701で規定されていますが、研磨が絡む場合は図面指示の「C」が「研磨後の寸法」であることを忘れてはいけません。
現場で常用される「C面テンプレート」や「面取りゲージ」は便利ですが、研磨前の状態ではこれらは役に立ちません。なぜなら、研磨前はあえて「規格外の大きな面取り」を付けておく必要があるからです。
設計者によっては「C以下」と厳格に制限する場合もあれば、ベアリングの圧入部などで「隅Rに干渉しないよう最小値を確保せよ」という指示が出ることもあります。次工程の研磨で「どれだけ径が細くなるか」を常に逆算し、計算ツールで導き出した数値を信じて加工することが、ミスのないものづくりに繋がります。
よくある間違いと注意点
Φ72.35のような「端数寸法」と30度の罠
45度のC面なら「なんとなく」で誤魔化せても、30度テーパーで Φ72.35 といった端数寸法を扱う際は、暗算は絶対に禁止です。
人間の脳は、複雑な数値が並ぶと「直径と半径」を混同しやすくなります。直径で0.3mmの研磨代があるとき、片肉の0.15mmを使って計算すべきところを、誤って0.3mmで計算してしまうミスが現場では後を絶ちません。30度の場合、このミスは長さ方向に0.5mm以上の大きな誤差を生みます。
デジタルとアナログの併用
NC装置の表示や計算ツールの結果を過信しすぎず、必ずアナログの「サシ(定規)」や「勾配定規」をワークに当ててください。
「計算上は長さ4.26mmのはずだが、見た感じ5mmくらいありそうだ」という直感的な違和感は、多くの修羅場をくぐり抜けた技術者の大切なセンサーです。デジタルで弾き出した正確な数値を、アナログな感覚で裏付ける。このダブルチェックこそが、Φ70mmの大きなワークを一瞬でゴミにしないための鉄則です。
45度以外の角度、特に30度のようなシビアな条件では、この計算ツールこそがあなたの右腕になります。正確な数値を導き出し、次工程の研磨担当者に「最高のバトン」を渡せる技術者を目指してください。
計算結果の確認と免責事項
このツールは個人が作成したものです。慎重に作成・テストを行っていますが、予期せぬ不具合や計算ミスが含まれている可能性があります。
実際の作業に使用される際は、必ず電卓等で検算を行ってください。
もし計算結果に明らかな誤りや不具合を見つけた場合は、お手数ですがコメント欄やお問い合わせフォームよりご報告いただけると大変助かります。
計算結果の確認について
このツールは個人が作成したものです。慎重に作成・テストを行っていますが、予期せぬ不具合や計算ミスが含まれている可能性があります。
実際の作業に使用される際は、必ず電卓等で検算を行ってください。
もし計算結果に明らかな誤りや不具合を見つけた場合は、お手数ですがコメント欄やお問い合わせフォームよりご報告いただけると大変助かります。
コメント