
丸棒 重量・材料費計算
計算式について
重量は、基本的に「体積 × 密度」で求められます。
重量丸棒の重量計算式:
重量 =
( 半径 × 半径 × 3.14 × 長さ ) × 比重
主要材料の比重一覧(代表値)
| 材質名 | 規格・分類 | 比重 (g/cm³) |
備考 |
|---|---|---|---|
| SS400 | 一般構造用圧延鋼材 | 7.85 | 鉄鋼材料の標準的な比重 |
| S45C | 機械構造用炭素鋼 | 7.85 | 炭素量増加による比重差はほぼ無視可能 |
| SCM440 | クロムモリブデン鋼 | 7.85 | 合金鋼だが実務上は炭素鋼と同等扱い |
| SUS304 | オーステナイト系ステンレス | 7.93 | 最も一般的なステンレス鋼 |
| SUS316 | オーステナイト系ステンレス | 7.98 | Mo含有により304よりやや重い |
| A2017 | アルミ合金(ジュラルミン) | 2.79 | 銅含有量が多くアルミ合金中では重め |
| A5052 / A5053 | Al-Mg系アルミ合金 | 2.68 | 板・棒材で最も一般的 |
| C3604 | 快削黄銅 | 8.50 | 被削性に優れる黄銅材 |
| C1100 | タフピッチ銅 | 8.89 | 純銅に近い比重 |
| FC250 | ねずみ鋳鉄 | 7.30 | 黒鉛含有により鋼より軽い |
| Ti-6Al-4V | チタン合金 | 4.43 | 純チタン(約4.51)より軽い |
| POM | ポリアセタール | 1.41 | 汎用エンジニアリングプラスチック |
| MCナイロン | キャストナイロン | 1.16 | 吸水により比重増加する場合あり |
・本表の比重は、各材料の代表値(目安)です。
・実際の材料では、化学成分・製造条件・内部組織・含有物・吸水状態などにより ±数%程度の差が生じる場合があります。
・重量計算、見積、加工検討時の工業的な計算用途を前提としています。
・高精度な質量管理が必要な場合は、実測または材料メーカーの成績表をご確認ください。

- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
金属加工の現場で20年以上、旋盤やマシニングセンタ、そして大型クレーンと向き合ってきた私が、丸棒材料の重量計算と、それ以上に重要な「命を守るための現場の流儀」について解説します。
材料の重量を正確に把握することは、単なる原価計算ではありません。それは、現場で手にするワイヤーの太さを決め、どのような掛け方で吊るべきかを判断するための、極めて実務的な安全確認工程です。計算上の数字と、実際にクレーンで吊り上げた際の「感覚」を一致させることが、ベテランへの第一歩となります。
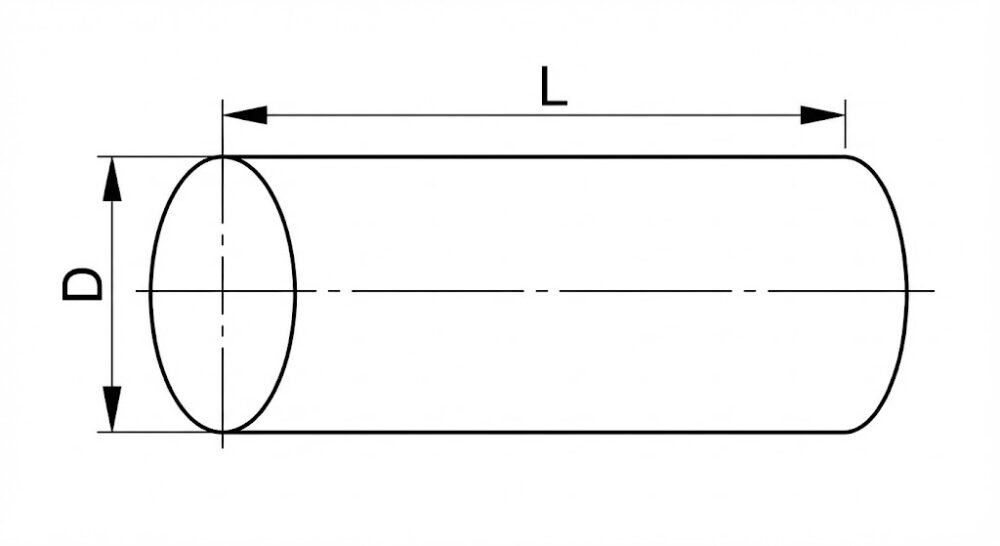
この計算式の根拠と仕組み
丸棒の重量計算は、幾何学的な円柱の体積計算に材質ごとの密度を掛け合わせることで導き出されます。現場では半径ではなく、常に直径(ファイ)を使って考えるのが一般的です。
体積の計算手順
- 断面積を出す:(直径 ÷ 2) × (直径 ÷ 2) × 3.14159
- 全体の体積を出す:断面積 × 全長(L)
重量の算出方法
算出された体積(立方mm)に対して、材質固有の密度(比重)を掛けます。 重量 = 体積 × 密度 ÷ 1,000,000
(※計算結果を kg に揃えるため、1,000,000 で割る処理を行います)
密度は、鉄(SS400)で 7.85、ステンレス(SUS304)で 7.93、アルミ(A5052)で 2.68 程度です。例えば、直径 φ100mm、長さ 1000mm の鉄鋼丸棒であれば、計算上は約 61.65kg となります。この「60kgちょっと」という数字を見て、腰を痛めないようにクレーンを準備するか、2人で持つかを判断するのが現場の日常です。
JIS規格などの対応について
材料重量を計算する際は、JIS規格で定められた寸法許容差(公差)を考慮しなければなりません。
参照すべき主な規格
- JIS G 3123(磨き棒鋼):寸法精度が高く、h9級などのマイナス公差で管理されているため、計算値と実測値の差が少ないのが特徴です。
- JIS G 4303(ステンレス鋼棒):SUS304などの丸棒の規格です。
現場での規格の選び方
見積もりや発注時には、材料が「磨き材」なのか「黒皮付(ピーリング含む)」なのかを必ず確認してください。黒皮付の材料は、JIS規格でもプラス側の許容差が大きく認められています。 実務上の知恵として、黒皮材を扱う場合は計算上の重量よりも 5% ほど重くなるものとして予算や段取りを組みます。私は、黒皮材の発注時には計算値の 1.05倍 で重量を見積もり、材料費の不足やクレーンの過荷重が起きないようにリスク管理を徹底しています。
【現場の知恵】加工時のワンポイントアドバイス
計算機で出た数字は「理想の状態」に過ぎません。現場には、切断の癖や吊り作業の危険など、数字には現れない罠が潜んでいます。
切断は必ず「斜め」に逃げるものと思え
材料をバンドソーやメタルソーで切断する際、特に φ200 を超えるような太い丸棒や SUS304 のような難削材は、刃が微妙に逃げて「斜め切り」になりやすいのが現実です。 計算ツールで「全長 500mm」と入力しても、切断面が 2mm 斜めになれば、その分だけ余計な端材(取り代)が必要になります。私は、大径物の切断時には計算上の重量にプラスして、必ず 5mm から 10mm 程度の切り代を考慮した重量で発注・計算を行います。
命を守る「目通し掛け」と「逆方向絞り」
長尺の丸棒を安全に吊り上げるためには、重量計算の結果以上に「掛け方」が重要です。丸棒は滑りやすく、かつ回転しやすい特性があるからです。
- 目通し掛け(チョーク吊り)の活用 荷が強く絞り込まれる構造のため、摩擦力によって吊り荷とスリングの滑りを防止できます。ワイヤスリングなら浅めに絞り、繊維スリング(ナイロンスリング)なら深めに絞ることで、安定した保持力が得られます。
- 荷の回転を止める逆転の発想 2点吊りをする際、絞る方向を左右同じにすると、吊り上げた瞬間に荷がグルグルと回り出す「バームクーヘン現象」が起きます。これを防ぐには、スリングの絞る方向を左右反対にします。左右逆の力がかかることで回転が相殺され、水平を保ったまま安全に作業できます。
- クレーン作業は「計算値の1.5倍」の余裕を持つ 計算ツールで 450kg と出たとき、500kg定格のクレーンで吊るのは非常に危険です。地切り(床から少し浮かせた状態)の瞬間の衝撃や、斜め吊りによる加重の増加を考慮すれば、計算値の 1.5倍 程度の余裕を見てクレーンや吊り具を選定するのがベテランの常識です。
「寸法は入っているのに組めない」を五感で予見する
内径加工などで、シリンダーゲージの数値は図面通りなのに相手部品と組めないことがあります。これは表面粗さの不良や、吊り作業時の無理な力による熱膨張・歪みが原因です。 シリンダーゲージを孔(あな)に通した際、針がスムーズに戻らずにどこか粘るような、あるいはヌルリとした不自然な動きをしたら、それは目に見えない歪みのサインです。この感覚を大切にしてください。
よくある間違いと注意点
φ72.35のような「端数寸法」での勘違い
設計変更や在庫の都合で、指定の φ70 ではなく φ72.35 などの端数寸法の材料を使う場合があります。わずか 2mm の差ですが、円の面積は直径の 2乗 で増えるため、長尺物になれば重量は数十キロ単位で変わります。トラックの最大積載量やクレーンの定格ギリギリの作業では、この端数が原因で過荷重事故に繋がるリスクがあります。必ず正確な数値を入力してください。
半径と直径の混同による「4倍のミス」
初心者が最もやりがちなのが、計算式の半径の場所に直径の数値を入力してしまうミスです。これにより、計算結果は実際の 4倍 という途方もない重さになります。 計算結果が出た瞬間に「この太さで、この長さなら、俺の腰より重いはずだ(あるいは軽いな)」と、アナログな重量感覚でセルフチェックを行う習慣をつけてください。φ50mm で長さ 100mm の鉄が 15kg と表示されたら、即座に「おかしい」と気づかなければなりません(正解は約 1.5kg です)。
地切りの感触が最後の砦
どんなに計算が正確でも、最後は「地切り 5cm」での確認が全てです。少し浮かせた状態で、荷が傾かないか、スリングの中で材料が滑っていないかを確認します。このとき感じる違和感は、どんな計算ツールよりも信頼できるものです。
丸棒の重量計算は、安全な現場作業のための最低限の儀式です。 次は、この算出された重量をもとに 「材質ごとの最適なクランプ力の選定」や「長尺物の自重によるたわみ補正」 について具体的に検討してみませんか? 現場ですぐに役立つノウハウを、いつでもお伝えしますよ。
計算結果の確認について
このツールは個人が作成したものです。慎重に作成・テストを行っていますが、予期せぬ不具合や計算ミスが含まれている可能性があります。
実際の作業に使用される際は、必ず電卓等で検算を行ってください。
もし計算結果に明らかな誤りや不具合を見つけた場合は、お手数ですがコメント欄やお問い合わせフォームよりご報告いただけると大変助かります。
コメント