丸棒パイプ 重量・材料費計算
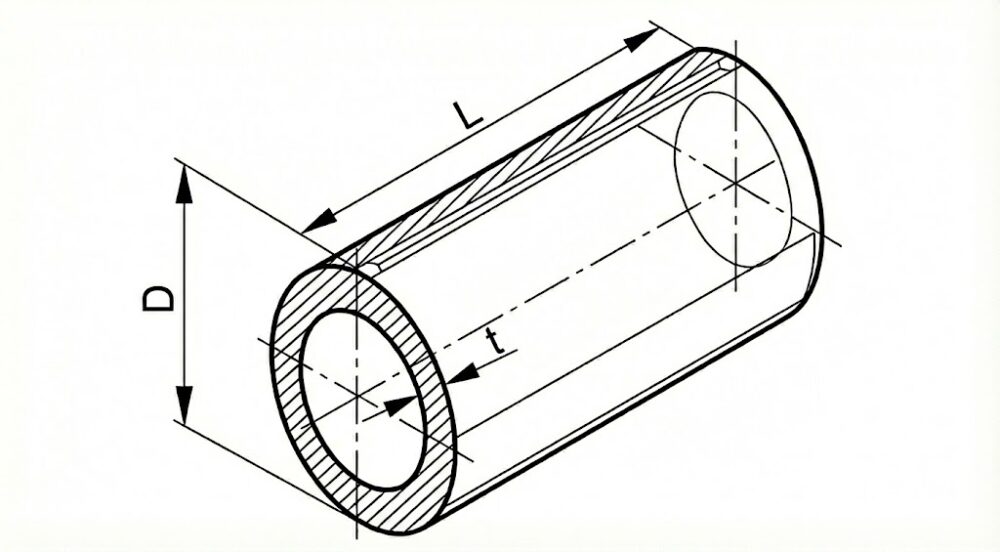
- D (外径): パイプの一番外側の直径を示します。
- t (肉厚): パイプの壁の厚みを示します。
- L (長さ): パイプの全体の長さを示します。
※斜線(ハッチング)が引かれている部分は、パイプの断面(肉厚部分)を表しています。
主要材料の比重一覧(代表値)
| 材質名 | 規格・分類 | 比重 (g/cm³) |
備考 |
|---|---|---|---|
| SS400 | 一般構造用圧延鋼材 | 7.85 | 鉄鋼材料の標準的な比重 |
| S45C | 機械構造用炭素鋼 | 7.85 | 炭素量増加による比重差はほぼ無視可能 |
| SCM440 | クロムモリブデン鋼 | 7.85 | 合金鋼だが実務上は炭素鋼と同等扱い |
| SUS304 | オーステナイト系ステンレス | 7.93 | 最も一般的なステンレス鋼 |
| SUS316 | オーステナイト系ステンレス | 7.98 | Mo含有により304よりやや重い |
| A2017 | アルミ合金(ジュラルミン) | 2.79 | 銅含有量が多くアルミ合金中では重め |
| A5052 / A5053 | Al-Mg系アルミ合金 | 2.68 | 板・棒材で最も一般的 |
| C3604 | 快削黄銅 | 8.50 | 被削性に優れる黄銅材 |
| C1100 | タフピッチ銅 | 8.89 | 純銅に近い比重 |
| FC250 | ねずみ鋳鉄 | 7.30 | 黒鉛含有により鋼より軽い |
| Ti-6Al-4V | チタン合金 | 4.43 | 純チタン(約4.51)より軽い |
| POM | ポリアセタール | 1.41 | 汎用エンジニアリングプラスチック |
| MCナイロン | キャストナイロン | 1.16 | 吸水により比重増加する場合あり |
・本表の比重は、各材料の代表値(目安)です。
・実際の材料では、化学成分・製造条件・内部組織・含有物・吸水状態などにより ±数%程度の差が生じる場合があります。
・重量計算、見積、加工検討時の工業的な計算用途を前提としています。
・高精度な質量管理が必要な場合は、実測または材料メーカーの成績表をご確認ください。


- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
パイプ材や中空丸棒の重量計算は、単なる数値の算出以上の意味を持ちます。加工現場では、材料の重さがわかれば、チャッキングの保持力や、切削中の慣性、熱変位の影響まで予測できるからです。
ここでは、20年以上現場で旋盤を回し続けてきた私の経験をもとに、計算機の根拠から、現場の一次情報に基づく「はめあい」や「測定」のノウハウ、そして「無垢材との決定的な違い」まで深く掘り下げて解説します。
この計算式の根拠と仕組み
パイプ材の重量を求める基本は、「全体の体積から中空部分の体積を引く」という単純な算数です。
具体的には、以下の手順で計算を行っています。
- 外径から断面積(全体の円)を出す
- 内径から断面積(空洞の円)を出す
- 「全体の断面積」から「空洞の断面積」を引き、肉の部分だけの面積を出す
- その面積に「長さ」を掛けて、材料の体積を出す
- 体積に、その材質固有の「比重(密度)」を掛ける
数式で表すと次のようになります。
((外径 × 外径 × 3.1415 ÷ 4)-(内径 × 内径 × 3.1415 ÷ 4))× 長さ × 比重 ÷ 1,000,000
ここで、内径がわからない場合は「外径 -(肉厚 × 2)」で計算します。現場でよく使う簡便な計算式としては、鋼材の場合「(外径 - 肉厚)× 肉厚 × 0.02466 × 長さ(m)」という式もあります。これは円周率や単位換算を織り込んだ係数を用いた経験式で、現場での概算に非常に重宝します。
主な材質の比重の目安は以下の通りです。
・普通鋼(SS400相当):7.85
・ステンレス(SUS304相当):7.93
・アルミ(A5052相当):2.68
・真鍮(C3604相当):8.50
感覚的な目安として「SUS304は鉄よりもわずかに重い」と覚えておくと入力ミスに気づきやすくなりますが、鋼種によってはこの差が非常に小さかったり、微増減したりする場合もあります。あくまで計算上の代表値として捉えてください。
JIS規格などの対応について
パイプ材には多くのJIS規格が存在します。現場でよく目にする鋼材の特性と、無垢材(丸棒)でいうところの「何クラスの材料に近いか」を以下の表にまとめました。
【パイプ規格と丸棒相当材の比較目安】
※以下の「相当材」は、切削感や強度レベルをイメージするための現場的な目安であり、完全な代替を保証するものではありません。
| 規格名称 | 記号 | 無垢材(丸棒)の相当材 | 現場での特徴・呼び名 |
| 一般構造用炭素鋼鋼管 | STK | SS400 クラス | 「エスティーケー」。強度重視。足場管など、精度より強度が求められる場所に使われます。 |
| 機械構造用炭素鋼鋼管 | STKM | S25C ~ S45C クラス | 「エスティケーエム」。炭素量により種別があり、丸棒の構造用鋼に近い削り心地です。 |
| 配管用炭素鋼鋼管 | SGP | SS400 クラス | 「ガス管」。溶接性は良いが、精密な切削加工にはあまり向きません。 |
| 圧力配管用炭素鋼鋼管 | STPG | S25C 相当程度の強度 | 「スケジュール管」。SGPより高い機械的性質を持ち、中炭素鋼に近い感覚で扱います。 |
| 配管用ステンレス鋼管 | SUS-TP | SUS304 クラス | 「サス管」。粘りがあり、丸棒の304と同様に加工硬化に注意が必要です。 |
L2:パイプ材と無垢材の「耐久性」の違い
「同じ重量」であれば、材料を外周側に分布させた中空断面(パイプ)の方が、曲げやねじれに対して有利(断面二次モーメントが大きい)になります。一方で「同じ外径」であれば、中心まで詰まった無垢材の方が強度は上です。
また、製法面での注意も必要です。板を丸めて溶接する「電縫管」は溶接部に熱影響が残るため、高圧環境や激しい振動が加わる部位では、継ぎ目のない「シームレス管」を選定するのが設計上の定石です。
【現場の知恵】加工時のワンポイントアドバイス
ベテランが重量や肉厚を気にするのは、加工精度に直結するからです。
- 肉厚とビビリの関係パイプ材の加工では、肉厚が薄いほど「ビビリ」が発生しやすくなります。特に外径100mm、肉厚2mmといった薄肉のSUS304材などは、切削の振動が逃げ場を失い、キーンという高い共振音とともに加工面が波打つことがあります。これを防ぐには、内部に防振材を詰めたり、重量バランスを考慮して回転数を調整したりする工夫が必要です。
- 温度管理とはめあいの落とし穴金属の熱膨張を侮ってはいけません。温度が10度変わるだけで、精密な「はめあい」では数ミクロン単位の差が出ます。H7/g6のような精密な公差を狙うなら、加工直後の熱を持った状態ではなく、必ずISO基準である20度前後の常温に戻してから最終測定を行ってください。
- 「寸法は入っているのに組めない」トラブルシリンダーゲージでφ50.00を計測したのに相手軸が入らない……。この原因の多くは、三爪チャックでの締めすぎによる「おむすび形」の歪み(真円度不良)です。チャックを緩めた瞬間に形状が戻り、実質的な隙間がなくなるのです。また、表面粗さが悪いと凸部が干渉するため、仕上げ代を0.05mm程度残し、最後は切れ味の良いチップでサッと一皮剥いて表面を整えるのが、スムーズな組立への近道です。
よくある間違いと注意点
計算機を使う際、あるいは現場で寸法を測る際に、最も多いミスをまとめました。
- 半径と直径の混同現場では常に「ファイ(φ)」で会話をします。計算機に直径ではなく半径を入れてしまうと、重量は4倍になってしまいます。φ72.35のような端数寸法の場合、デジタルノギスだけでなく、必ずマイクロメータを併用してダブルチェックしてください。
- シリンダーゲージの使い方のコツ内径測定では、ゲージを左右に軽く振り、針が最も「戻った点(最小値)」を読み取ることが計測器メーカーも推奨する正しい手順です。針がスムーズに動かずカクカクする場合は、アンビルの摩耗や汚れを疑ってください。
- デジタルとアナログの併用最近はデジタル表示が主流ですが、私は今でも、重要な寸法を追うときは頭の中でアナログ目盛りの位置を想像し、計算結果が「手に持った時のズッシリ感」と乖離していないかを確認します。こうしたアナログな直感は、入力ミスを防ぐ最後の砦になります。
材料の重量を知り、その性質を正しく理解することは、安全な吊り作業や歪みのない精密加工への第一歩です。この計算機と解説を、皆さんの日々の業務に役立ててください。
計算結果の確認について
このツールは個人が作成したものです。慎重に作成・テストを行っていますが、予期せぬ不具合や計算ミスが含まれている可能性があります。
実際の作業に使用される際は、必ず電卓等で検算を行ってください。
もし計算結果に明らかな誤りや不具合を見つけた場合は、お手数ですがコメント欄やお問い合わせフォームよりご報告いただけると大変助かります。
コメント