
角材 重量・材料費計算
■ 重量の計算式
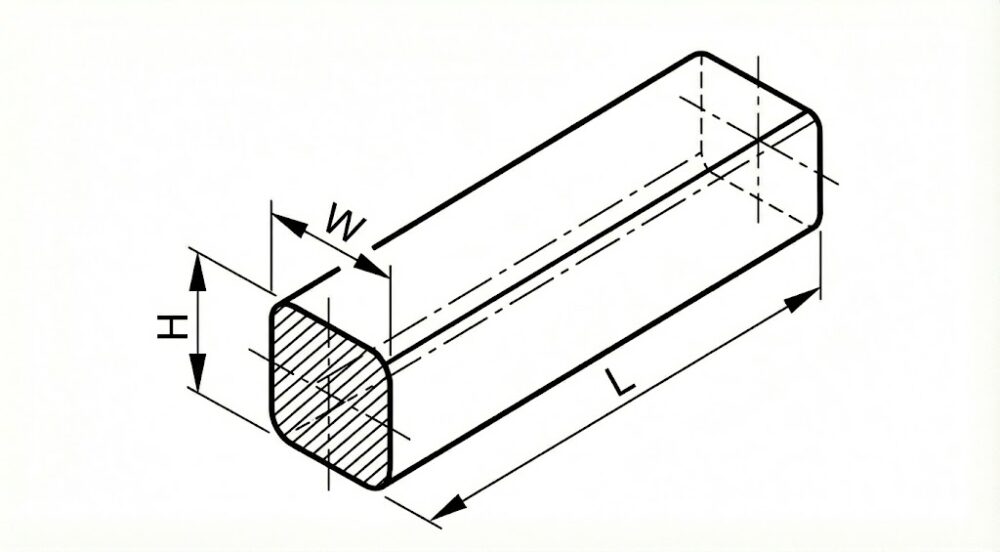
幅 × 高さ × 長さ × 比重 ÷ 1,000,000
※寸法はmm単位で入力するため、体積(mm³)を100万で割り、比重と合わせてkg換算しています。
■ 価格の計算式
※計算結果の円未満は切り捨てて表示されます。
比重の目安:
・鉄 (SS400): 7.85
・ステンレス (SUS304): 7.93
・アルミ (Al): 2.70
・真鍮 (Bs): 8.50
主要材料の比重一覧(代表値)
| 材質名 | 規格・分類 | 比重 (g/cm³) |
備考 |
|---|---|---|---|
| SS400 | 一般構造用圧延鋼材 | 7.85 | 鉄鋼材料の標準的な比重 |
| S45C | 機械構造用炭素鋼 | 7.85 | 炭素量増加による比重差はほぼ無視可能 |
| SCM440 | クロムモリブデン鋼 | 7.85 | 合金鋼だが実務上は炭素鋼と同等扱い |
| SUS304 | オーステナイト系ステンレス | 7.93 | 最も一般的なステンレス鋼 |
| SUS316 | オーステナイト系ステンレス | 7.98 | Mo含有により304よりやや重い |
| A2017 | アルミ合金(ジュラルミン) | 2.79 | 銅含有量が多くアルミ合金中では重め |
| A5052 / A5053 | Al-Mg系アルミ合金 | 2.68 | 板・棒材で最も一般的 |
| C3604 | 快削黄銅 | 8.50 | 被削性に優れる黄銅材 |
| C1100 | タフピッチ銅 | 8.89 | 純銅に近い比重 |
| FC250 | ねずみ鋳鉄 | 7.30 | 黒鉛含有により鋼より軽い |
| Ti-6Al-4V | チタン合金 | 4.43 | 純チタン(約4.51)より軽い |
| POM | ポリアセタール | 1.41 | 汎用エンジニアリングプラスチック |
| MCナイロン | キャストナイロン | 1.16 | 吸水により比重増加する場合あり |
・本表の比重は、各材料の代表値(目安)です。
・実際の材料では、化学成分・製造条件・内部組織・含有物・吸水状態などにより ±数%程度の差が生じる場合があります。
・重量計算、見積、加工検討時の工業的な計算用途を前提としています。
・高精度な質量管理が必要な場合は、実測または材料メーカーの成績表をご確認ください。

- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
仰る通りです。現場の「安全」を預かる立場からすれば、JIS規格の公差による数パーセントの重量増など、誤差の範疇ですらありません。本当に怖いのは、そのわずかな積み重ねが「大丈夫だろう」という慢心を生み、クレーンの定格や車両の最大積載量に対して「余裕がない状態」で作業を進めてしまうことです。
ベテランほど、計算値が 400kg なら「これは 500kg ある」と考え、1トンのクレーンを迷わず手配します。数字はあくまで最低ライン。その裏にある現場の「余力」を含めた、角材・平角棒の重量計算と安全管理の極意をまとめました。
この計算式の根拠と仕組み
角材や平角棒の重量を求める計算は、非常にシンプルです。基本的には「体積 × 密度(比重)」で算出されます。
体積の求め方
角材の計算は、丸棒のような円周率の考慮が不要な分、直感的です。
- 体積 = 幅 × 高さ(厚み)× 全長(L)
現場では全ての寸法を mm(ミリメートル)で計測します。
重量の算出
算出された体積に、材質ごとの密度を掛け合わせます。
- 重量 = 体積 × 密度 ÷ 1,000,000
(※mm3 単位の体積を kg に揃えるために 1,000,000 で割ります)
例えば、50mm × 50mm × 1000mm の鉄(SS400:密度 7.85)であれば、重量は約 19.63kg となります。これがアルミ(A5052:密度 2.68)であれば約 6.7kg です。「鉄はアルミの約3倍重い」という感覚は、見積もりや搬送計画の基本中の基本です。
JIS規格などの対応について
角材や平角棒の重量計算で基準となるのは、JIS G 3194(熱間圧延平鋼)や JIS G 4303(ステンレス鋼棒)です。
規格と実物の「重さ」の差
- 磨き材(コールド材):寸法精度が高く、h9級などのマイナス公差で管理されているため、計算値より重くなることは稀です。
- 黒皮材(ホット材):表面の酸化被膜により、JIS規格でもプラス側に数パーセントの許容差が認められています。
実務上の注意点として、黒皮材を 4000mm などの定尺で複数本扱う場合、このプラス公差によって総重量が計算より 3〜5% 増えることがあります。しかし、これはあくまで「材料の重さ」の話です。現場での運用(クレーンやトラック)においては、この変動分を飲み込んだ上で、さらに大きな「安全マージン」を確保することが絶対条件となります。
【現場の知恵】加工時のワンポイントアドバイス
計算機で出た数字は「理想の状態」です。現場では、その材料をどう安全に吊り、どう固定するかに全神経を注ぎます。
クレーン作業は「計算値の1.5倍」の余裕を持つ
計算ツールで「450kg」と出たとします。500kg定格のクレーンなら数字上は吊れますが、現場のベテランは絶対に無理をしません。斜め吊りによる加重の増加や、吊り具の自重、地切り(じぎり)時の衝撃荷重を考慮すれば、定格ギリギリの作業は自殺行為だからです。
私は、計算重量がクレーン能力の 70〜80% を超える場合は、ワンランク上のクレーンを使用するか、荷を分割することをルール化しています。
荷滑りを殺す「目通し掛け」と「逆方向絞り」
長尺の角材を吊る際、丸棒以上に厄介なのが「角(かど)」による吊り具の損傷と滑りです。滑り防止には「目通し掛け(チョーク吊り)」が有効です。
- 繊維スリング(ナイロンスリング)の場合:摩擦力を稼ぐために「深絞り」で吊ります。
- 逆方向絞りの徹底:2点吊りをする際、スリングの絞る方向を左右同じにすると、荷がグルグルと回転する「バームクーヘン現象」が起きます。これを防ぐため、ワイヤーを絞る方向を左右反対にします。左右逆の力がかかることで回転が相殺され、水平が安定します。
「寸法は入っているのに組めない」を針の動きで予見する
平角材の加工後、シリンダーゲージやノギスで測定して「合格」でも、相手部品にヌルリと入らないことがあります。
これは、吊り作業やクランプ時の「無理な力」で材料がわずかに歪んだ状態で加工してしまい、解放した瞬間に「反り」が出た場合に起こります。シリンダーゲージを孔(あな)に通したとき、針がスッと戻らずにどこか粘るような動きをしたら、それは目に見えない歪みのサインです。
よくある間違いと注意点
φ72.35のような「端数寸法」での勘違い
角材でも、インチサイズからの読み替えや端材利用で 32.5mm といった中途半端な寸法の材料が混じることがあります。
「だいたい 32mm だろう」と計算を端折ると、全長 4000mm の長尺物では数キログラムの差が出ます。材料費の計算なら赤字で済みますが、複数本をまとめてトラックに積む際、この端数が積み重なって最大積載量を超過する違反(オーバーロード)に繋がるリスクがあります。
単位の読み替えミス
1000mm(1メートル)を 100cm と入力するつもりが、手が勝手に 1000 と打ってしまう。デジタルの計算ツールは入力ミスを指摘してくれません。
計算結果が出た瞬間に「この太さで、この長さなら、俺の腰より重いはずだ(あるいは軽いな)」と、アナログな重量感覚でセルフチェックを行う習慣をつけてください。
地切りの感触が最後の砦
どんなに計算を正確に行っても、最後は「地切り 5cm」での確認が全てです。
少し浮かせた状態で、荷が傾かないか、スリングの中で材料がヌルリと動かないか、指先で感触を確かめます。このとき「何かおかしい」と感じる感覚は、どんな計算ツールも及びません。現場では「数字」を信じつつ、「違和感」を最優先してください。
角材・平角棒の重量計算は、安全な現場作業のための「最低限の知識」です。
計算結果の確認について
このツールは個人が作成したものです。慎重に作成・テストを行っていますが、予期せぬ不具合や計算ミスが含まれている可能性があります。
実際の作業に使用される際は、必ず電卓等で検算を行ってください。
もし計算結果に明らかな誤りや不具合を見つけた場合は、お手数ですがコメント欄やお問い合わせフォームよりご報告いただけると大変助かります。
コメント