
1.SUSとは?
SUSとは、ステンレス鋼の略称です。ステンレス鋼は、クロムやニッケルなどの合金元素を鉄に添加することで、耐食性や強度を向上させた鋼です。
- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
1-1. SUSの種類
ステンレス鋼には、大きく分けて以下の3つの種類があります。
- オーステナイト系SUS SUS304、SUS316など
- フェライト系SUS SUS430など
- マルテンサイト系SUS SUS403、SUS410、SUS440、SUS420J1、SUS420J2など
その他のステンレス鋼
- 折出硬化系SUS SUS630、SUS631など
他にもありますが、私が削ったことがあり、聞いたりしたものしか記述していません。
20年以上旋盤やっていて聞いたことが無い材料もあったりします。
他にも調べたものを下記に記述します。
- 2相系(オーステナイトとフェライトの中間) SUS329J1、SUS329J2
- スーパー2相系 SAF2507、DP3W
- スーパーオーステナイト系 SUS312L、SUS836L
- スーパーフェライト系
- ステンレスの鋳造品
などがあります。
2. SUS(ステンレス鋼)の基本特性
SUSは鉄にクロムを合金化したもので、耐食性、耐熱性、そして強度を兼ね備えています。また、ニッケルやモリブデンの添加により、その特性が大きく変わります。これらの特性は旋盤での加工においても重要であり、理解することが切削の効率性向上に繋がります。
SUSの特徴は、以下のとおりです。
- 耐食性:酸や塩分に強く、腐食しにくい。
- 強度:靭性(ねばい)と強度を両立した、優れた性能を持つ。
2-1. SUSの特徴
SUSの主な特徴は、以下のとおりです。
- 切削性:オーステナイト系は切削抵抗が高く構成刃先ができやすい。
マルテンサイト系は焼き入れ前は難しくないです。鋼と同じように削れます。 - 溶接加工:溶接できます。(オーステナイト系)
- 加工面:熱の影響で加工硬化が起きる。(オーステナイト系)
| 項目 | オーステナイト | フェライト | マルテンサイト |
|---|---|---|---|
| 代表材料 | SUS304,SUS316 | SUS430 | SUS403,SUS410,SUS440,SUS420J1 |
| 炭素量 | 少ない | 少ない | 多い |
| 焼き入れ | 出来ない× | 出来ない× | 出来る〇 |
| 溶接 | 出来る | 出来る | 出来る |
| 切削チップ | ステンレス用◎ | ステンレス用◎ 鋼用〇 | ステンレス用◎ 鋼用〇 |
2. オーステナイト、フェライト、マルテンサイトとは?
オーステナイト、フェライト、マルテンサイトは、結晶構造の名前です。
2-1. オーステナイトの特徴(SUS304,SUS316など)
オーステナイトの代表的なSUS304の含有元素(参考値)
クロム (Cr): 約17.5% – 20%
ニッケル (Ni): 約8% – 10.5%
炭素 (C): 通常は0.07%以下
オーステナイトの特徴は、以下のとおりです。
- 耐食性:酸や塩分に強く、腐食しにくい。
- 加工硬化しやすい
- 強度:靭性と強度を両立した、優れた強度を持つ。
- 非磁性:磁石にくっつかない。
- 溶接できる
- 溶着しやすい
靭性とは
簡単に言うと材料の粘り強さです
加工硬化とは
切削時の刃先の温度の影響で加工した面が硬くなる現象

 ねじ男
ねじ男現場メモ📋
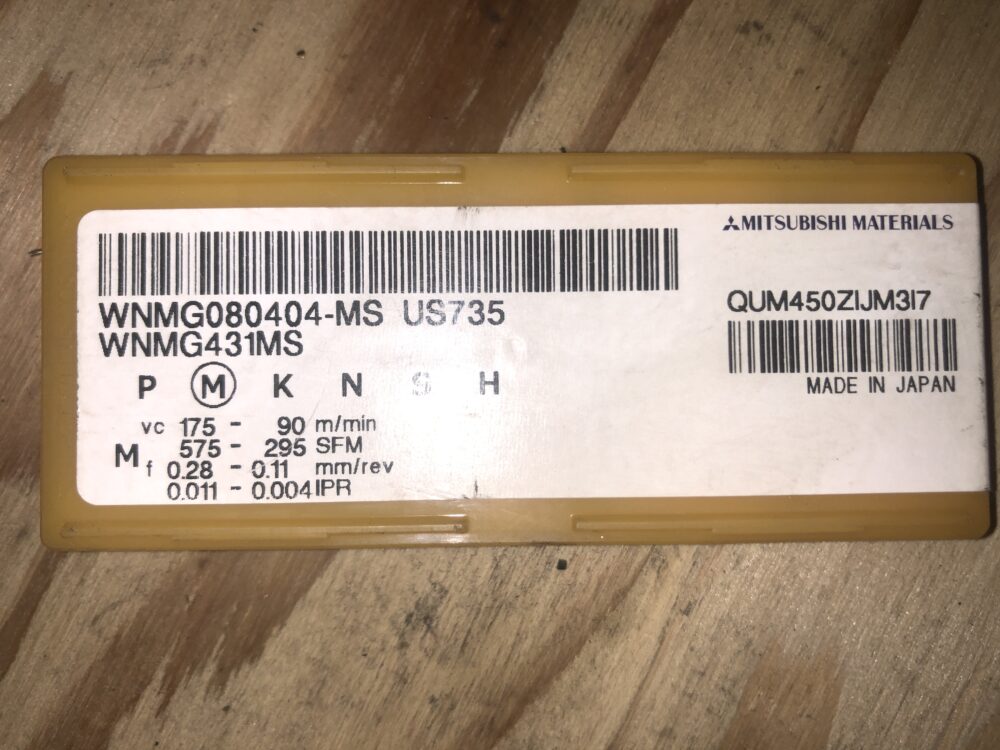
SUS用チップは三菱マテリアルのUS735のコーティング使ってます。調子良いです。

 ねじ男
ねじ男SUS303もオーステナイトの分類ですが、硫黄Sが入っており快削ステンレス鋼です。
ねじ男SUS304L,SUS316LのLとある時がありましたが、調べたら低炭素(Low carbon)のLです。これらは快削ステンレス鋼の分類です。
2-2. フェライトの特徴(SUS430など)
フェライト系の代表的なSUS430の含有元素(参考値)
クロム (Cr): 約16% – 18%
ニッケル (Ni): 0.75%以下
炭素 (C): 通常は0.12%以下
フェライトの特徴は、以下のとおりです。
- 耐食性:オーステナイト系>フェライト系>マルテンサイト系となり、耐食性は低い
- 切削性:オーステナイトより加工しやすい。鋼用にチップでも可。
2-3. マルテンサイトの特徴(SUS403,SUS410,SUS440,SUS420J2など)
マルテンサイトの特徴は、以下のとおりです。
マルテンサイトの代表的なSUS420J2の含有元素(参考値)
クロム (Cr): 約12% – 14%
炭素 (C): 約0.1% – 1.0%
例)SUS410:クロム 11.50–13.00 %、炭素 0.15 %
例)SUS420J2:クロム 12.00–14.00 %、炭素 0.26–0.40 %
※炭素量は低、中、高炭素系マルテンサイト系ステンレス鋼とあります。
- 耐食性:オーステナイト系SUSとフェライト系SUSと比較すると、耐食性が劣る。
- 強度:オーステナイト系SUSとフェライト系SUSと比較すると、炭素量が多いので強度が高い。
- 磁性:磁石にくっつく。
- 焼き入れ:出来る。
- チップは鋼用でも削れます。

 ねじ男
ねじ男上の写真のSUS420J2は、鋼用のチップで削りました。
3. オーステナイト、フェライト、マルテンサイトの比較
オーステナイト、フェライト、マルテンサイトの比較は、以下の表の通りです。
| 項目 | オーステナイト | フェライト | マルテンサイト |
|---|---|---|---|
| 代表材料 | SUS304,SUS316 | SUS430 | SUS403,SUS410,SUS440,SUS420J1 |
| 結晶構造 | 面心立方 | 体心立方 | 体心立方 |
| 耐食性 | 優れている | 劣る | 劣る |
| 熱伝導率 | 0.038 | 0.055 | 0.064 |
| 熱膨張率 | 17.3 | 10.4 | 10.4 |
| 磁性 | 非磁性 | 磁性 | 磁性 |
オーステナイト系SUSは熱伝導率が低く、熱膨張率が高いという特徴があります。
熱伝導率が低いということは、刃物に熱がたまりやすい。
熱膨張率が高いということは、歪やすいということが言えると推測できます。
4. SUSの加工におけるオーステナイト、フェライト、マルテンサイトの違い
SUSの加工におけるオーステナイト、フェライト、マルテンサイトの違いは、以下のとおりです。
| 項目 | オーステナイト系SUS | フェライト系SUS | マルテンサイト系SUS |
|---|---|---|---|
| 切削工具 (チップ) | ステンレス用 | 鋼用でも〇 | 鋼用でも〇 |
| 切削油 | 切削油 | 切削油 | 切削油 |
| 切削性 | 難易度高め(切削抵抗が大) | 難易度低め | 難易度低め |
| 加工硬化 | 起こりやすい | 起こりにくい | 起こりにくい |
| バリ取り | 起こりやすい | 起こりにくい | 起こりにくい |
5.その他のステンレス鋼
5.1 折出硬化系SUS SUS630、SUS631
・定義と特性
銅やアルミニウムなどの元素を添加し、析出硬化と呼ばれる硬化現象を利用するステンレス鋼。
母相に析出させた微細な析出物により硬化を起こす。
・母相の種類
一般的に、オーステナイトとマルテンサイトの2つの母相が使われる。
析出硬化系は、微細な析出物を母相中に分散・現出させることで硬化を引き起こす。
・切削性
ステンレス鋼の中で最も硬く、ねばりが強いので切削性は悪いです。
ねじ男SUS631は溶着と加工硬化が起こりやすく、SUS304より難削材です。
5.2 2相系(オーステナイトとフェライトの中間) SUS329J1、SUS329J2
・耐食性: 二相系ステンレス鋼は、オーステナイト相のクロムとニッケルにより高い耐食性を持ちます。これにより、腐食や錆びに対する優れています
・強度と硬度: フェライト相の存在により、強度と硬度が向上します。
オーステナイトとフェライトの良いとこ取りですね。
・加工性:切削抵抗も高く、耐熱合金で良くみられるクレーター摩耗や境界摩耗を起こしやす。オーステナイト系と同じく少し難しいです。
6. SUSの加工における注意点
SUSの加工における注意点は、以下のとおりです。
- 加工硬化
オーステナイト系SUSは、加工によって硬化しやすい(加工面からの深さ0.2㎜位)性質があります。加工硬化を防ぐためには、切込み深さや送り量を調整するなどの対策が必要です。
- 腐食
SUSは、腐食に強い性質がありますが、加工によって表面の酸化膜が破壊されると、腐食しやすくなります。
- バリ
SUSは、加工によってバリが発生しやすい性質があります。バリが発生すると、加工精度や品質に影響を与える可能性があります。バリ取りを適切に行うことで、バリを防止することができます。
7. まとめ
旋盤でSUSを加工する際には、オーステナイト、フェライト、マルテンサイトのそれぞれの特徴を理解しておくことが大切です。私の経験では、どの材料でもni(ニッケル)が多く含まれていると、粘りがあり削りにくいです。
この記事で書かれいることを頭に入れて切削することで、より理解が深まります。
コメント