旋盤でよく使われる材質の一つであるSS400。割と、どのチップを使っても硬くないのでそれなりに削れます。しかし硬くないが故に切粉が折れにくく、巻き付くこともあります。この記事では、旋盤歴20年以上の経験から基本的な材料の特徴から、私自身どのチップを使っているかを解説いたします。
- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
1. 炭素鋼とは
炭素鋼(Carbon Steel)は、主に鉄と炭素から構成される鋼材です。
炭素鋼をベースに合金元素を入れて作る鋼材を合金鋼(Alloy steel)と言います。
炭素鋼について、主な特徴や用途について以下に示します。
主成分: 主に鉄(Fe)に炭素(C)を入れています。炭素の含有量が鋼材の特性を大きく左右します。
炭素含有量:
炭素鋼の炭素含有量は一般に0.2%から2.1%の範囲にあります。
低炭素鋼(Low Carbon Steel):0.1%から0.25%程度の炭素含有量で、溶接や成形が容易で、一般的な構造用途に適しています。炭素含有量が少ないので、柔らかいです。
中炭素鋼(Medium Carbon Steel):0.30%から0.60%程度の炭素含有量で、強度が高く、機械部品や歯車などに使用されます。
高炭素鋼(High Carbon Steel):0.60%以上の炭素含有量で、硬度が高く、工具鋼やばねなどに使用されます。
特性:
炭素鋼は一般的に強度があり、加工がしやすい特性を持っています。特に中炭素鋼は切削しやすいです。
炭素含有量が多いほど硬くなります。
用途:
低炭素鋼は建築や製造業で一般的に使用される構造部材やプレートに適しています。
中炭素鋼は機械部品や歯車、軸などに使用されます。
高炭素鋼は工具やばねなど、高い硬度が求められる用途に使用されます。
炭素鋼は、その耐久性、強度、加工しやすさなどの特性から、さまざまな用途で幅広く利用されています。
2. SS400とは
炭素鋼は、その耐久性、強度、加工しやすさなどの特性から、さまざまな用途で幅広く利用されています。
SS400とは、日本工業規格(JIS規格)の一般構造用圧延鋼材の一種で、材料記号はSS(steal structure)です。
SS400は、引張強さの保証値が400~510N/mm²のものを指します。引張強さが強いほど粘り強いということになります。
SS400の炭素量は、JIS規格では規定されていませんが、一般的には0.15~0.2%程度とされています。炭素量が0.15~0.2%の鋼材は、低炭素鋼の軟鋼に分類されます。
現場で長く働いているベテランの人は、なま材と呼ぶ人も居ます。
SS400は、一般構造用鋼材の中で最も流通量が多く、建築、土木、機械、造船など、幅広い用途に使用されています。その理由は、以下の3つが挙げられます。
- 安価である
- 加工性が良い
- 炭素が少なく溶接に向いている
具体的な用途としては、以下のようなものが挙げられます。
- 建築用鋼材:梁、柱など
- 土木用鋼材:橋梁など
- 機械用鋼材:機械部品など
- 造船用鋼材:船舶など
SS400は、鉄鋼材料の中で最も基本的な鋼種であり、幅広い用途に使用される非常に重要な鋼種です。
 ねじ男
ねじ男現場メモ📋
溶接は炭素量が0.3%以下が適しています。また炭素が少ないので焼き入れはできません。炭素量が多いほうのがある程度硬くなるので切粉が折れやすくなります。また、0.3%以下の鋼材には表面焼き入れで硬化させるとは、可能だと思います。
DIYで旋盤を楽しんでいる人は、リアルで鋼材を買うにはハードル高いと思いますが、楽天に鋼材屋さんがありました。
↓↓これは便利↓↓
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/380ccb6f.3e1247aa.380ccb70.4e1b4498/?me_id=1415578&item_id=10000584&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fshiomi-syouten%2Fcabinet%2Fimgrc0104101881.jpg%3F_ex%3D300x300&s=300x300&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

2-1. SS400素材の切削特性
SS400は炭素鋼であり、難削材ではない素材ですが、切削時の注意点も存在します。特性を理解しましょう。
SS400の炭素量は、先ほど解説したように一般的には0.15~0.2%程度とされています。炭素量が0.15~0.2%の鋼材は、軟鋼に分類されます。
炭素量が多いほど、鋼材の強度や硬度が高くなります。
SS400は柔らかく、実は連続加工の旋盤(フライスは断続)では切削しにくいです。
SS400は構成刃先が発生しやすい。
ねじ男現場メモ📋
STKM(機械構造用炭素鋼鋼管)は炭素量は0.3%以下のチューブ材です。
2-2. 切削条件の設定と最適化
SS400素材の特性を考慮して切削条件を設定することは、加工精度と作業効率を向上させる鍵です。回転数や進給速度、刃物の種類など、各要素を適切に調整して最適な切削条件を見つけ出しましょう。
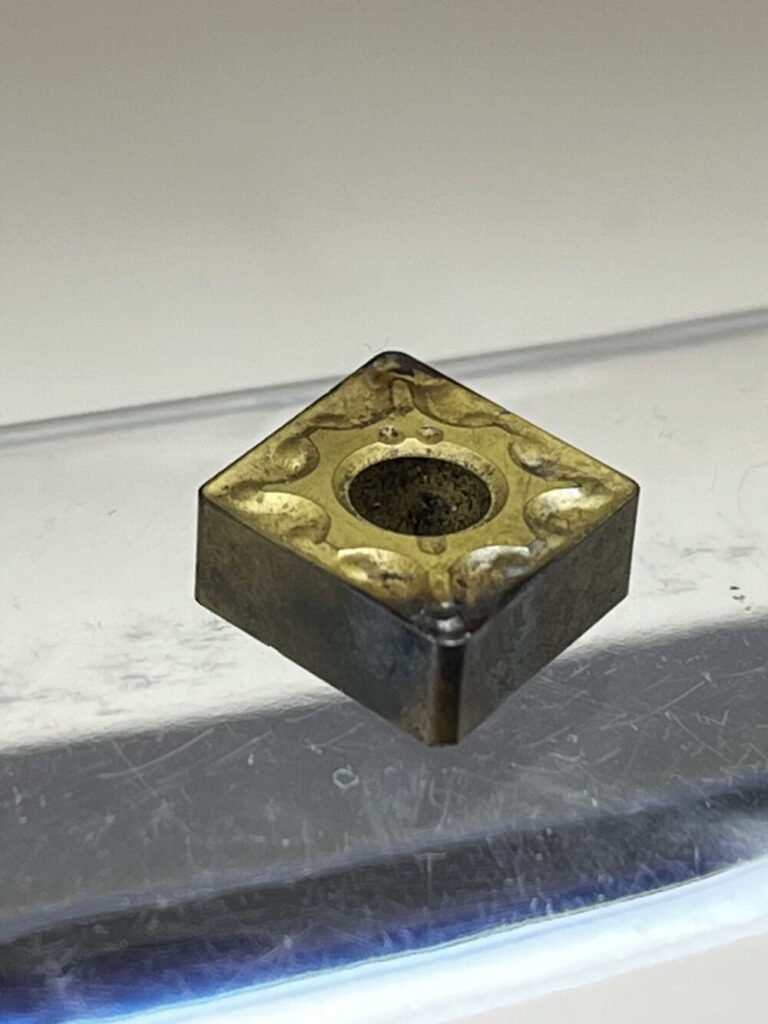
軟鋼用チップ:三菱
材種:VP25N
ブレーカー:SY
メーカーの推奨切削速度:Vc260~410m/min
メーカー推奨送り:0.09~0.33
メーカー推奨切り込み:0.2~1.2㎜
ねじ男現場メモ📋
どうしても切粉が巻き付いて傷などがつく場合に軟鋼用のチップ使ってます。切粉処理は良好です☆
削る時は安全域をもって安全に加工しましょう。



3. 加工精度向上のための工夫
SS400を使用した加工において、高い精度を求められる場合があります。適切なツールや刃物の選定、切削速度の最適化など、精密な加工を実現するためのテクニックを習得しましょう。
構成刃先が出来やすく、仕上げ面粗度が悪くなる
SS400のような軟鋼は延性材料です。延性材料は文字の通り伸びやすい材料です。その他にもアルミやSUSなども延性材料です。延性材料は構成刃先が出来やすいです。また超硬チップとSS400は親和性が高く、構成刃先が出来やすいです。
→延性材料には、すくい角を多くとると構成刃先が出来にくくなります。
→SS400と超硬チップは親和性が高いので仕上げ加工にはサーメットを使います。
SS400は軟鋼で柔らかいです。柔らかい材料は硬い材料に比べて刃先温度は高くなりにくいです。
チップの刃先の温度が低いと構成刃先が発生しやすくなります・・・・切削速度、送り、切り込み量などの切削条件を上げて刃先の温度を高くすることにより構成刃先を発生させにくくします。

4. チップの選定と効率を考えて【私はこれを使う】
切削の生産性向上においてチップの選定は極めて重要です。SS400に適したツールの種類や刃物の材質、形状について理解し、加工に最適な組み合わせを見つけることが大切です。
私は在庫管理などの面からも普段は軟鋼用では無く、汎用性に優れたコーティングのCVDコーティングと、こちらも汎用性の高いMAブレーカーの組み合わせのチップを使っております。切削速度を上げたり、送りを上げることにより難なく削れます。汎用性に優れたチップを使うことによりまとめ買いなどをしてコスト削減が可能になります。

6-2. 失敗から学ぶ:注意すべきポイント
失敗事例:
SS400のねじ切り加工でのムシレ。
解決策:
回転数を上げて対処しましょう。
ねじ男現場メモ📋
ピッチの大きいねじ切りなどは回転数を上げてしまうと、ビビりやすくなるので。注意が必要です。
まとめ
炭素鋼: 鉄と炭素から成る鋼材で、低、中、高炭素鋼に分かれ、強度や硬度が異なる。用途も幅広い。
SS400: JIS規格の構造用圧延鋼材で、安価で加工性が良く、建築や機械に広く使用。軟鋼で、0.15~0.2%の炭素含有量。
切削特性: SS400は軟鋼で切削しにくいことがある。切削条件や軟鋼用チップの選定が必要。
加工精度向上: 構成刃先の発生に注意。柔らかいため刃先温度管理が重要。
チップ選定: CVDコーティングとMAブレーカーの組み合わせが汎用性高く、コスト削減に貢献。
失敗から学ぶ: ねじ切りでのムシレへの対処は回転数を調整する。ピッチの大きいねじ切りではビビりに注意。
最後に皆様はどのチップを使っているでしょうか?ぜひコメント欄にて教えてください☆
コメント