ねじピッチ検索ツール (並目)
実際のねじ切り加工や部品選定にあたっては、必ず作業前に現物をピッチゲージやマイクロメーター等で測定するか、対象製品の設計図書をご確認の上で作業を行ってください。本ツールによる数値相違から生じた加工ミス等のトラブルに関しては、一切の責任を負いかねます。
ピッチ検索ツールのご利用、ありがとうございます。
現場で図面を見たとき、「M10」ならすぐにピッチ1.5だと浮かびますが、「3/8」や「Tr20」といった表記が出ると、一瞬手が止まるものです。
ここでは、メートルねじ、ユニファイねじ、ウィットねじ、そして台形ねじ。これら4種類の主要なねじ規格のピッチ(または山数)の違いと、加工現場でミスをしないための勘所を、ベテランの視点で詳しく解説します。
各ねじ規格の特徴とピッチの基本的な考え方
ねじのピッチは、単なる寸法の数字ではありません。それぞれの規格には、その形状になった歴史的な背景と、設計上の意図があります。
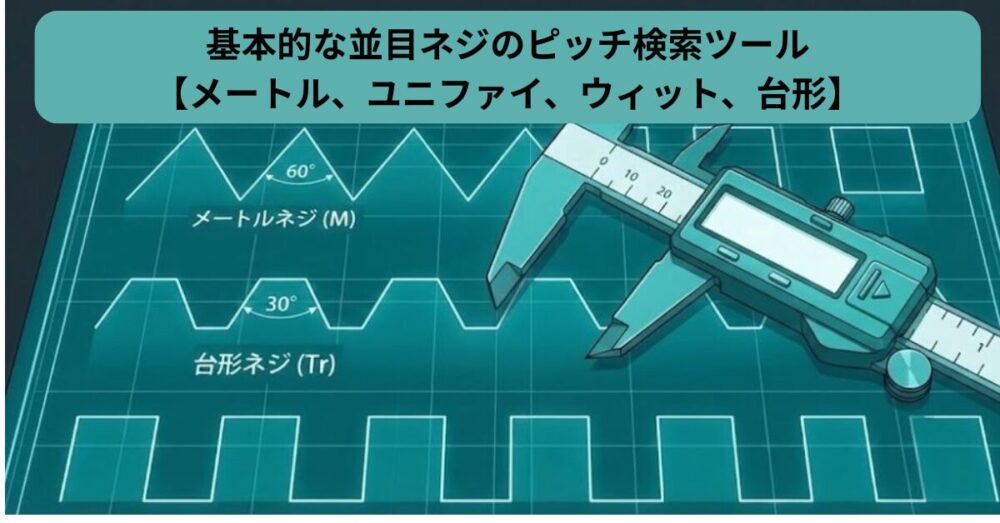
メートルねじ(Mねじ)
JIS規格で最も一般的なねじです。山角度は60度。
ピッチは、ねじ山から隣のねじ山までの距離を直接ミリ(mm)で表します。
並目(なみめ)と細目(さいめ)があり、呼び径に対して標準的なピッチが決まっています。現場では、特に指示がない場合は並目として扱いますが、振動が多い場所や薄肉の部品では細目が使われるため、常に図面の注記を確認する癖をつけましょう。
 ねじ男
ねじ男『さいめ』と読む人と『ほそめ』がいますね。JIS(日本産業規格)などの規則において正式なのは「ほそめ」です。
 ねじ男
ねじ男ベテランの考察の独り言!
『さいめ』
〇工具(ヤスリやサンドペーパー)の呼び方からきている 金属加工の世界では、ヤスリの目の粗さを「荒目(あらめ)」「中目(ちゅうめ)」「細目(さいめ)」と呼びます。この感覚が染み付いているため、ねじの「細目」も自然と「さいめ」と音読みしてしまう職人さんが非常に多いのです。
〇聞き間違い(誤聴)を防ぐため 騒がしい加工現場では、「ほそめ」という言葉が「太め(ふとめ)」や他の言葉と混ざって聞き取りにくいことがあります。あえてハッキリ「さいめ!」と言うことで、段取りミスを防ぐための現場の知恵として定着したという側面もあります。
ユニファイねじ(UNC、UNF)
アメリカ、イギリス、カナダなどで使われるインチ規格のねじです。山角度はメートルねじと同じく60度。
大きな違いは、ピッチの表し方です。ミリ単位ではなく、1インチ(25.4mm)の中に何山あるかという山数(TPI)で表現されます。
ツールで計算する際は、25.4を山数で割ることで、ミリ単位の送り量(ピッチ)を算出します。
ウィットねじ(W)
イギリスで生まれた古い規格ですが、現在も水道管や配管、古い機械の修理などで根強く残っています。
山角度は55度。ユニファイと同じくインチベースの山数で表されます。
山角度が違うため、メートルねじ用のバイト(60度)で削ってしまうと、ねじ山が正しく噛み合いません。必ず55度のウィット専用バイトを使用してください。
メートル台形ねじ(Tr)
動力伝達用に使われる、断面が台形のねじです。山角度は30度。
通常のねじよりも大きな荷重に耐えられるよう、山が厚くなっています。
送りねじやジャッキなどに使われるため、ピッチが非常に大きく設定されているのが特徴です。
JIS規格と海外規格の使い分け
現場で混乱を招くのが、日本独自の規格と国際規格の混在です。
例えばウィットねじは、かつて日本でもJIS規格として正式に採用されていましたが、現在は廃止(JIS B 0206)されています。しかし、建築現場や配管、既存の古い機械には今も「W」の刻印がある部品が無数に存在します。
設計段階で新しい製品にウィットねじが採用されることは少なくなりましたが、補修やメンテナンスの現場では、今でも欠かせない知識です。
また、ユニファイねじは航空機業界や自動車の一部で標準となっており、これらを取り扱う際は、並目(UNC)と細目(UNF)のピッチの違いに細心の注意を払う必要があります。
【現場の知恵】失敗しないためのピッチ選定テクニック
ここからは、私がこれまでに経験した失敗や、後輩に教えてきた現場ならではのコツをお伝えします。
1. ピッチゲージは光に透かして見る
ピッチを特定するときに使うピッチゲージ。ただ押し当てるだけでは不十分です。
ゲージをワークに当てたら、背後から光を当ててみてください。
もし、山の間からわずかでも光が漏れていれば、それは規格が違います。
例えば、メートルねじのピッチ1.25mmと、ユニファイの20山(ピッチ1.27mm)は、見た目ではほとんど区別がつきません。しかし、この0.02mmの差が、後でねじが途中で止まってしまう原因になります。
2. NC旋盤の送りF(フィード)はピッチそのもの
NC旋盤でねじ切りプログラムを作る際、送り速度Fにはピッチを入力します。
1条ねじであれば簡単ですが、多条ねじ(2条、3条など)を加工する場合は要注意です。
Fに入力するのは、1回転で進む距離であるリードです。
リード = ピッチ × 条数
この基本を忘れると、見た目は綺麗でもピッチが全く違うねじが完成してしまいます。
3. 現物が手元にあるなら、まず合わせてみる
図面に「3/8」としか書いていない場合、ユニファイの16山(UNC)なのか、ウィットの16山(W)なのか、あるいは19山(Gねじ等の配管用)なのか、判断に迷うことがあります。
その場合、可能であれば相手側の部品を借りて、実際に手で回してみるのが一番確実です。
無理にねじ込んで感触を確かめるのではなく、指先でスルスルと回るかどうか。このアナログな感覚が、デジタルな計算ツールよりも現場では役立つことがあります。
よくある間違い:メートルとインチの混同
初心者が最も陥りやすい罠は、ミリねじとインチねじの見間違えです。
特に注意が必要なのが、以下の組み合わせです。
- M8(ピッチ1.25)と、ユニファイ 5/16(18山、ピッチ約1.41)
- M10(ピッチ1.5)と、ユニファイ 3/8(16山、ピッチ約1.58)
これらは外径が非常に近いため、ノギスで測っただけでは「M10だな」と勘違いしがちです。しかしピッチを測れば、その差は歴然です。
ピッチ1.5のプログラムで3/8のねじを切ってしまうと、最初の数山は入るものの、奥に行くほどピッチのズレが累積して、最後にはガチガチに噛んでしまいます。
おかしいな、と思ったらすぐに手を止めること。
そして、この計算ツールで規格を再確認してください。
ねじのピッチを正しく知ることは、加工の入り口であり、同時に最大の落とし穴でもあります。
工具を選ぶ前に、プログラムを走らせる前に、一呼吸置いてピッチを確認する。その数秒の確認が、数時間の無駄な修正や、高価な材料の廃棄を防いでくれます。
安全第一で、精度の高いねじ切りを楽しんでください。
計算結果の確認について
このツールは個人が作成したものです。慎重に作成・テストを行っていますが、予期せぬ不具合や計算ミスが含まれている可能性があります。
実際の作業に使用される際は、必ず電卓等で検算を行ってください。
もし計算結果に明らかな誤りや不具合を見つけた場合は、お手数ですがコメント欄やお問い合わせフォームよりご報告いただけると大変助かります。
コメント