
旋盤加工中に起こる「びびり」は、加工精度や作業効率に非常に関係してきます。解決策を見つけることは、プロの技術者にとって重要なスキルと言えます。
この記事では、「旋盤におけるびびり対処法」に焦点を当て、びびりの原因から解決策までを詳細に解説していきます。是非この記事をもとに自分のスキルアップを目指しましょう!
- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
1-1加工によるびびりを解決する方法
1-1-1加工物のびびり
固定振れ止め、移動振れ止め、クランプを強固や工夫
長尺物(径の10倍を超える長さ)の場合・・・固定振れ止め、移動振れ止めを使用して加工物を直接、押さえます。径の5倍を超えなければ芯押しで対応します。
薄肉パイプ、ペラペラなフランジの場合・・・ジグ(入れ子)などを使用して、加工物を出来るだけ強固にクランプする方法を考える。
1-1-2工具の取り付けによるびびり
バイトの剛性
突き出し量を出来るだけ短く、シャンクを超硬にする、シャンクを大きくする、防振バーを使用するなど
工具の剛性を高めることが重要です。
切削抵抗を逃がすことが出来る、ヘールバイトを使う。
1-1-3機械によるびびり
主軸のがた、ベアリングのがた、摺動面など。
日ごろからメンテナンスをしましょう。
1-1-4工具形状によるびびり
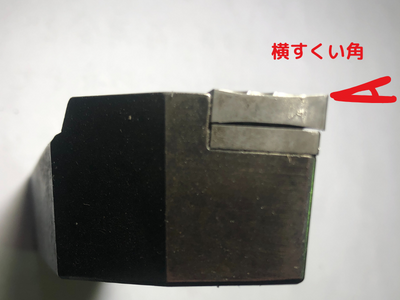
横すくい角を大きくする(切削抵抗の減少)
横切れ刃角を小さくする(背分力の減少)
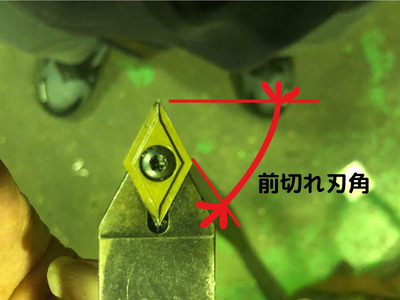
前切れ刃角を大きくする(背分力の減少)
ノーズRを小さくする(接触面の減少)
注意事項として、工具を鋭くすることで欠損に注意
の種類、その選び方-4.png)
1-1-5切削条件によるびびり
一般的には切削速度は遅い方のがびびりにくい。
時折回転数を上げるとびびりがなくなることもある。
切り込み量によるびびり 基本的には切り込み量を少なくすると、(背分力が減少)
送り速度によるびびり 送り速度を大きくする(背分力の減少)
1-2. びびりの要因とは何か?
1-2-1. びびりの定義と基本的な原因の解説
旋盤を用いた加工において、「びびり」と呼ばれる現象が起こります。びびりとは、切削加工中に工具やワークが振動する現象を言い、これによって加工精度や仕上がりに影響を及びぼすことがあります。びびりの原因は複数の原因がありそれらを解決していかなければなりません。
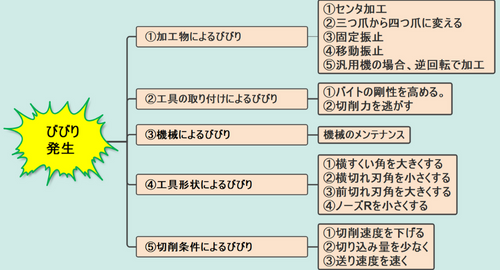
1-2-2. びびりが発生する5つの要因
びびりは旋盤加工において発生する現象です。5つの要素によりびびりが発生します。
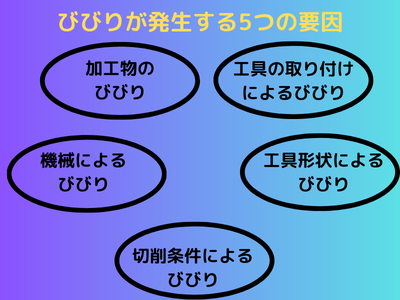
この5種類の内どれが原因か見極めて、一つ一つ丁寧に原因を探ります。
初心者の方でも、経験を積めば解るようになります。
1-3. 旋盤加工におけるびびりの悪影響とは?
びびりが出る加工品の品質低下と問題点
旋盤におけるびびりは、加工品の品質が悪くなることがあります。びびりが発生すると、以下のような問題が生じる可能性があります。
【寸法精度の低下】
工具やワークが振動すると、加工寸法が不安定になります。これにより、寸法から交差が外れたり、寸法のばらつきが生じ、加工品の寸法精度が低下します。
【表面仕上げの低下】
加工表面の仕上げにも影響を及ぼします。振動によって微細な段差やガタが発生し、面粗度の低下を招きます。
【工具寿命の低下】
びびが加工機械や工具にかかる負担は大きくなり、部品の摩耗が進みやすくなります。これによって機械や工具の寿命が短くなることが考えられます。
2-1. びびりの対策方法を詳しく考える
びびりの対策方法は、旋盤加工において重要なポイントです。ここでは、基本の考え方と具体的な対策方法について詳細に解説します。
2-1-1. 加工物のびびりの抑制方法
加工物が薄物、パイプ、長尺、重量の重たいものなどは、びびります。
抑制方法として
①センタ加工
びびりが止まない場合は、回転センタより固定センタを使用すると抑えることが出来ます。
 ねじ男
ねじ男現場メモ📋・・固定センタを使用する場合は、押さえている部分が焼き付くので光明丹(こうみょうたん)に油を混ぜて塗り付けよう
ねじ男径に対して3倍程の突き出しならばセンター加工が無難です
②三つ爪から四つ爪に変える
加工物のびびりを考えるうえで一番合理的な方法はしっかりクランプ(つかむ)することに尽きます。五つ爪、六つ爪なども有効です。
ねじ男現場メモ📋・・クランプしすぎると、歪が出やすくなるので薄肉などは注意しましょう!
③固定振止
大物、長尺の加工物では固定振止は必須です。加工物と接触する押さえの部材として、ベアリングや真鍮や鋳物などあります。
④移動振止
長尺物には、移動振止はあったほうのが良いです。長尺の場合、びびりが発生したら対処法が限られてしまいます。
ねじ男固定振止、移動振止ともに、径に対して5倍以上なら使った方が無難です
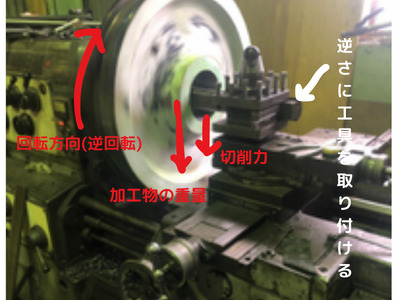
⑤汎用機の場合、逆回転で加工
言葉では説明しづらいので下記の図を見ながら理解しましょう。
加工物の重力と切削力が下向きなのが、びびりを防ぐことになります。
NC旋盤の場合、刃物が横についてないので、汎用機の場合と違います。
ねじ男経験上、重量が重いものの方が有効です。
2-1-2. 工具によるびびりの防止
①バイトの剛性を高める。
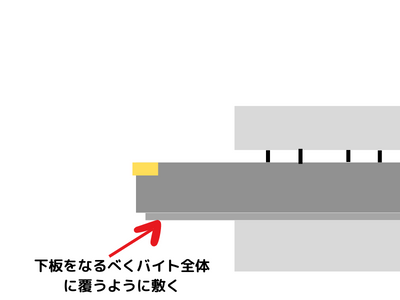
外径バイトならシャンクを太くする。そして下板をなるべく、バイトの下全体まで覆うようにする。
内径バイトならシャンクを超硬にする
ねじ男内径バイトの目安として
鋼のシャンクはシャンク径の3倍以下ならばびびりにくい
 ねじ男
ねじ男超硬のシャンクはシャンク径の7倍以下ならびびりにくい
②切削力を逃がす
ヘールバイトは形状的に切削力を逃がすことが出来ます。
ヘールバイトは逃げ勝手なので、背分力が小さくなる。
そして逃げることにより逃げ角が大きくなるのでびびりが抑えられる。
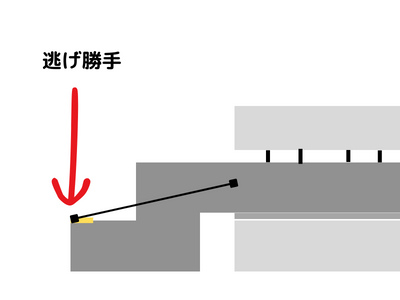
ヘールバイトの逃げ勝手
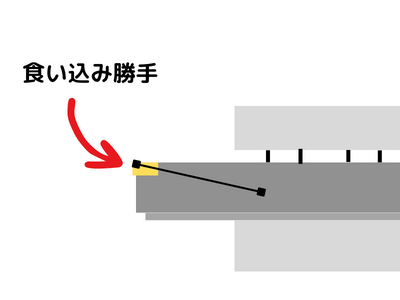
スローアウェイは若干、食い込み勝手
2-1-3機械によるびびり
機械の剛性でびびり方に違いが出ます。
ベアリングのガタや様々なガタが合わせると機械の剛性が下がります。
日ごろのメンテナンスをしっかりしましょう。
2-1-4工具形状によるびびり
工具形状のびびりで考えなけれがならないのが、切削抵抗の減少と
背分力を小さくすることです。
①横すくい角を大きくする・・・切削抵抗を減少することが出来ます。
刃物が鋭利になります。
②横切れ刃角を小さくする(背分力の減少)
長手方向(Z軸)の送り分力より背分力の上下のたわみの方が、振動が起きやすい。
横切れ刃角を小さくすることにより、背分力が減少する。
写真で比較すると、横切れ刃角17.5°よりも横切れ刃角3°の
方がびびりは抑制できます。


③前切れ刃角を大きくする(背分力の減少)
前切れ刃角を大きくすると背分力が減少してびびり対策には非常に効果的です。
④ノーズRを小さくする(接触面の減少)
切粉はノーズRに沿って排出されるので、ノーズRが大きいほど接触面積が増えて
切削抵抗が増加します。
ねじ男現場メモ📋
注意事項として、工具を鋭くすることで欠損に注意
2-1-5切削条件によるびびり
①切削速度
切り込み量や送り速度によって変わるので、一概には言えませんが、切削速度は遅いほうのがびびりを抑えることが出来ます。複合的なことで変わってしまうので、試してみるしかありません。
②切り込み量
切り込み量は多くなると、背分力は大きくなります。なので切り込み量を減らすのは有効な手段です。
しかし切り込み量を小さくしすぎると、背分力は大きくなるので注意が必要です。
③送り速度
送り速度を大きくすると、背分力は小さくなるのでびびりにくくなります。
面粗度を気にしながら出来るだけ大きくします。
3-2. 旋盤でびびりが発生した時のフローチャート
びびりが発生する際やその影響を受けた場合、問題解決と適切な改善法を知ることは非常に重要です。このセクションでは、びびりに関するトラブルを解決するための手法について解説します。
3-2-1. びびりが発生した際の原因考察と対処法
びびりが発生した場合、びびりの発生要因(①~④)を見極める。
①加工物のびびり・・・解決法の詳細
②工具の取り付けによるびびり・・・解決法の詳細
③機械によるびびり・・・解決法の詳細
④工具形状によるびびり・・・解決法の詳細
4-1. びびり対策における新たな展望と技術動向
4-1. びびり対策における新たな展望と技術動向
●びびり対策は常に進化しております。近頃の流行は各工作機械メーカーが主軸の回転と送り速度をAI制御してびびりを抑えて、切削する方法
本社は石川県白山市にあり、ヨーロッパを中心に世界55カ国に展開しています。色々な機能があり機械剛性、精度も良いです。
◎オークマ
私も愛用している機械メーカーです。機械、制御装置をオークマが作っており、故障した際は電話1本で
機械も制御装置の故障も対応してくれます。機械剛性の高さには定評があります。
●2タレット(刃物台)NC旋盤で上下刃物台で加工物のびびりを抑制(バランスカット)しながら切削するものもあります。
4-2.色々なびびり対策法
ここでは、今までの経験から得たびびり対策の一部を紹介いたします。
棒で押さえる

絶対に手で持ってはダメです。まだ棒の方が安全ですが危険なことに変わりはありません。
出来ることなら、本記事で書かれている、棒で押さえる方法以外で試してください。
4-3. ユーザーからのQ&A:びびり解決に関するリアルな疑問への回答
ユーザーが悩む具体的なびびり課題とその解決法 をプロの視点で回答いたします。
Q1. 加工作業中にびびが発生してしまう場合、どのような対策が効果的ですか?
- 加工条件の再考:切削速度や前進量、回転数などを見直し、最適な条件で加工することを検討します。
- バイトの選定:切れ刃角35°のポジのチップで試してみましょう。(参考チップ) VB○○…..、VC○○….
Q2. 特定の材料や形状のワークでびびりが頻繁に発生するのですが、そのような場合にどのように対処すれば良いですか?
- 加工戦略の見直し:バイトを切削抵抗がかかりにくいもので加工して、改善しないようなら、固定振止、移動振止を使用する。

まとめ
加工物のびびり
①センタ加工②三つ爪から四つ爪に変える③固定振止④移動振止⑤汎用機の場合、逆回転で加工
工具によるびびりの防止
①バイトの剛性を高める②切削力を逃がす
機械によるびびり
日々のメンテンナンス
工具形状によるびびり
①横すくい角を大きくする②横切れ刃角を小さくする③前切れ刃角を大きくする④ノーズRを小さくする
→VC○○……
→VB○○…….などのチップに変える
切削条件によるびびり
①切削速度②切り込み量③送り速度
→切り込み量を減らし、出来るだけ送りを速く(面粗度注意)して、回転速度を下げる(構成刃先の発生に気を付ける)

色々な方法を見て、原理を知ることで新しい自分流のアイデアは生まれてきます。


コメント