はじめに:旋盤って何? 小さな町工場から宇宙まで! ものづくりの可能性を広げる魔法の機械
「自分の手で、金属の塊から何かを作り出してみたい!」 そう思ったことはありませんか? DIYやものづくりに興味があるなら、「汎用旋盤(はんようせんばん)」という機械の名前を聞いたことがあるかもしれません。
旋盤は、材料を回転させ、そこに刃物(バイト)を当てることで、金属や樹脂などを精密な円筒形や、ネジ、テーパー(円錐)状などに加工できる、非常にパワフルで奥が深い工作機械です。大きな工場で自動車部品を作るようなイメージがあるかもしれませんが、最近では「卓上旋盤」と呼ばれる、ガレージや作業部屋にも置けるような小型で扱いやすいものもたくさんあります。

この記事では、旋盤を全く初めて使うあなたが、基本的な仕組みと操作を理解し、何よりも安全に作業を始められるようになることを重点をおいて解説したします。そして、読み終える頃には、最初の作品として簡単な円柱部品(製品)が作れるようになるはずです!
最初は誰でも戸惑うものです。専門用語も出てきますが、一つずつ丁寧に解説しますので、焦らず、この記事をガイドブック代わりに読み進めてみてください。ようこそ「削り出す」楽しさの世界へ、一歩踏み出してみましょう!
- 旋盤歴22年(汎用、半NC、NC旋盤、C陣制御の複合加工機)
- 旋盤屋を経営
- 自動車、製鉄、航空機、工作機械、半導体などの単品仕事で営んでおります
- 加工の奥深さに日々精進
- 本ブログでは、私が勉強してインプット、アウトプット用に作成しています。細心の注意を払っておりますが、間違いがある場合があるのでよく確認してください。
まずは知ろう! 旋盤、卓上旋盤のキホン: 各部の名前と役割
旋盤には色々な種類がありますが、基本的な構造は共通しています。まずは、主な部分の名前と役割を覚えましょう。
主軸(しゅじく)

材料を取り付けて回転させる、旋盤の心臓部です。写真1は主軸のスピンドルでチャックを取り外した状態です
旋盤主軸端ショートテーパーと呼ばれ、チャックを取り付けれるようになっております。
チャック

主軸の先端に取り付けられ、材料をガッチリ掴む(固定する)ための道具です。爪が3つの「三つ爪(みつづめ)チャック」が一般的です。その他に四つ爪チャックや六つ爪チャックやコレットチャックなど使用用途に合わせて使用します。
刃物台(はものだい)
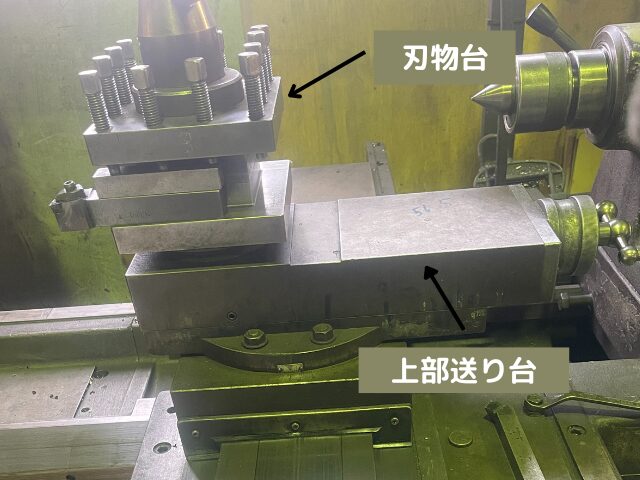
バイト(刃物)を取り付ける部分です。前後左右に動かすことで、材料を削っていきます。
4本のバイトが取り付けれます。
往復台(おうふくだい)
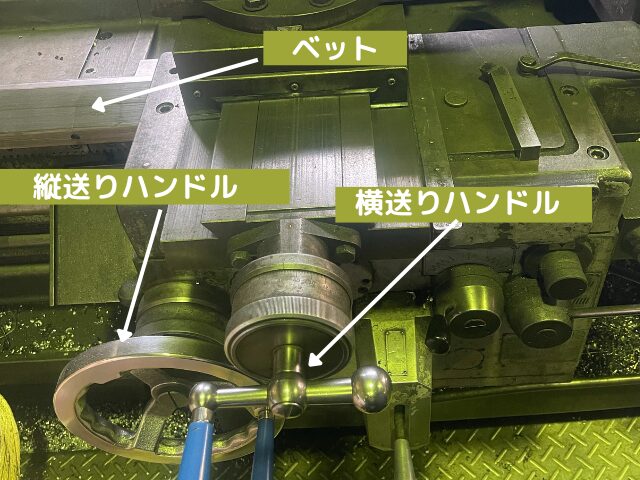
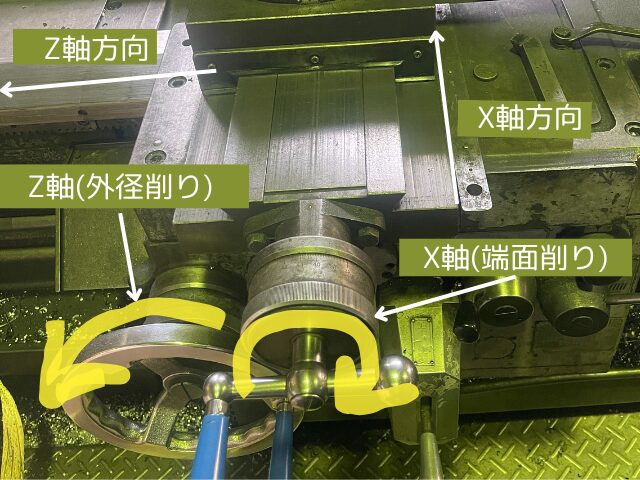
ベットの上に刃物台を乗せて、主軸と平行方向Z軸(左右)に動かすための台です。大きなハンドル(写真2.縦送りハンドル)が付いています。
クロススライド(横送り台)
往復台の上に乗っており、主軸と直角方向X軸(前後)に刃物台を動かすための台です。これもハンドル(写真2.横送りハンドル)で操作します。
心押し台(しんおしだい)
主軸の反対側にあり、長い材料の端を支えたり、ドリルを取り付けて穴あけ加工をしたりするのに使います

これらの名前と役割が分かると、この後の操作説明がグッと理解しやすくなりますよ。
安全が第一! 作業前の準備と心構え
旋盤は便利な機械ですが、使い方を誤ると大きな怪我につながる可能性もあります。作業を始める前に、必ず安全確認を徹底しましょう。 これは何よりも重要です!
服装と保護具: 絶対に守るべきルール
- 服装: 長袖・長ズボンの作業着を着用し、袖口や裾が機械に巻き込まれないように、ボタンを留めるか、ぴったりしたものを選びます。だぶだぶの服は絶対にNGです!
- 素材:綿100%のもの。ポリエステルの素材は切粉(削りカス)で速攻溶けて熱い思いをします。
- 保護メガネ: 切削作業中は、切粉(削りカス)が高速で飛んできます。必ず保護メガネを着用してください。 目を保護する最も重要なアイテムです。
- 手袋: 回転部分に巻き込まれる危険性が非常に高いため、旋盤作業中は絶対に手袋をしてはいけません。 これは鉄則です!
- その他: 長い髪は束ねて帽子の中に入れる、ネックレスやネクタイなど、巻き込まれる可能性のある装飾品は外しましょう。
 工場長
工場長作業服はポリエステル繊維だとすぐに溶けてします。綿100%のが溶けなくて丈夫です!
安全かつ快適に作業するためには、丈夫で機能的な専用の作業服を選ぶのがおすすめです。例えば、次のような選択肢があります。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/471e1d42.9351a009.471e1d43.37c18ed7/?me_id=1264777&item_id=10033868&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fw-shokai%2Fcabinet%2Fburtle_aw%2Fburtle-8101-8102_t.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

 ねじ男
ねじ男職人仲間の中には切削異音で、耳が悪くなられる方もいます。切削異音がする場合は耳栓あった方が良いです。

機械の点検
- 使い始める前に、機械に変な音やガタつきがないか、軽く確認しましょう。
- 必要な箇所に油が差されているか(注油)も、取扱説明書に従って確認してください。
工場長変な音の大部分は主軸関係がほどんどです。変な音がしたら、まず主軸のベアリングやギアを疑いましょう!
必要な工具と測定器具
最初に揃えたい、最低限の道具を紹介します。
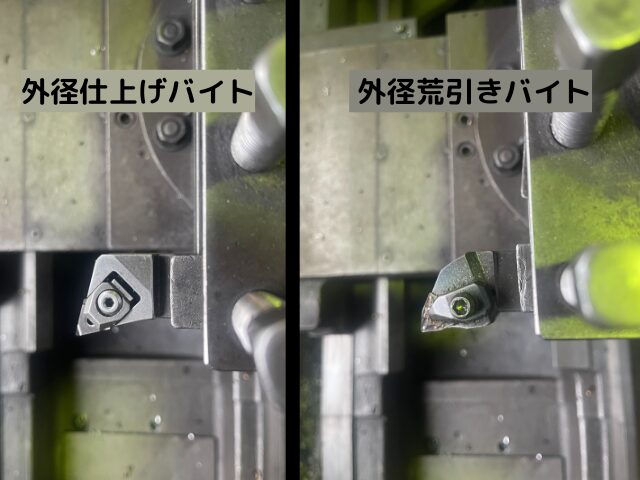
バイト(刃物): 最初は、旋盤に付属している基本的な「片刃バイト」などで十分です。外径を削ったり、端面を削ったりできます。慣れてきたら、下写真の仕上げ、荒引き用のバイト、チップを用意しましょう。
チャックハンドル: チャックを開閉して材料を固定するための専用ハンドルです。使い終わったら必ずチャックから外す癖をつけましょう!

切削油(せっさくゆ): 材料とバイトの摩擦を減らし、きれいに削るための油です。少量ずつ使いましょう。
ノギス: 材料の直径や長さを精密に測るための道具です。0.05mm単位で読み取れます。デジタルノギスなら慣れれば0.01mm単位で読み取れるようになれます。

知っておくと便利!もう一つの送り方「自動送り」
これから、ハンドルを自分の手で回して材料を削っていく「手送り(ておくり)」の方法をステップ・バイ・ステップで学んでいきます。その前に、多くの旋盤に備わっている、もう一つの便利な機能「自動送り(じどうおくり)」について、触れておきましょう。
自動送りとは?
自動送りとは、その名の通り、刃物台(バイト)を機械の力を使って自動的に動かす機能のことです。通常、旋盤についている専用のレバーなどを操作すると、ギア(歯車)の組み合わせによって、刃物台が材料の長手方向(左右)や端面方向(前後)へ、設定された一定の速度で自動的に進んでいきます。
なぜ自動送りを使うの?
手でハンドルを回す手送りの場合、特に長い距離を削るときには、回す速度を完全に一定に保つのはなかなか難しいものです。自動送りを使えば、機械が正確に一定速度でバイトを送ってくれるため、以下のようなメリットがあります。
- 均一で綺麗な仕上げ面を得やすい: 送り速度が安定するため、削りムラが少なくなり、表面がきれいに仕上がります。
- 長物加工時の負担軽減: 何度もハンドルを回し続ける必要がないため、特に長い材料を削る際の作業者の負担が減ります。

今回の記事では「手送り」で練習します
自動送りは非常に便利な機能ですが、機械が自動で動くため、操作に慣れが必要です。この記事の次のセクション「挑戦! 円柱を作ってみよう」では、まずは旋盤操作の基本感覚をしっかりと身につけていただくため、主に「手送り」での操作方法を解説していきます。手送りに慣れて、機械の動きや削れる感覚を掴んだ後に、自動送りの使い方を学んで試してみるのがおすすめです。まずはこのページの解説で手送りの操作を何度も反復練習して、自信がついたら自動送りにも挑戦してみましょう!
【重要安全ポイント:自動送りの注意点】
自動送りを使用する際は、以下の点に特に注意してください。
- 機械が自動で動くリスク: 意図しないタイミングで刃物台が動き出す可能性や、動いていることに気づかない場合があります。衣服の袖などが巻き込まれる危険性が手送りよりも高まりますので、服装や周囲の状況には一層の注意が必要です。
- 停止・解除方法の事前確認: 自動送りを確実に停止・解除させるためのレバーやボタンの位置と操作方法を、使用する前に必ず取扱説明書などで確認し、いつでもすぐに操作できるようにしておきましょう。
材料の準備
- 初心者が最初に扱う材料としては、真鍮(しんちゅう、快削黄銅)やアルミが比較的削りやすくておすすめです。鉄(快削鋼)も一般的ですが、少し硬めです。
- 加工したい寸法に対して、少し大きめの材料を用意します。直径や長さを事前に確認しておきましょう。
準備が整いましたか? いよいよ、実際に旋盤を動かしてみましょう!
挑戦! 円柱を作ってみよう: 基本的な操作手順
挑戦! 円柱を作ってみよう: 基本的な操作手順
ここでは、例として直径0.4mm、長さを0.2㎜削ることを目標に、基本的な操作をステップ・バイ・ステップで解説します。
1. 材料をつかむ(固定)
まずは、加工する材料(例:直径25mm、長さ60mm程度の丸棒)をチャックでしっかりと固定します。
- 手順: 三爪チャックの場合、チャックハンドルを回すと3つの爪が同時に動きます。材料をチャックの奥まで差し込み、後ろ側の壁に当たるまで押し当てます。ハンドルを均等な力でしっかりと締めて固定します。
- 安全ポイント: 材料を固定したら、チャックハンドルは【絶対に】チャックから抜き取り、決まった場所に置いてください!ハンドルを付けたまま主軸を回転させると、ハンドルが高速で飛んできて非常に危険です。これは経験者でもうっかりやってしまう重大なミスですので、指差し確認するくらいの意識を持ちましょう。
- (ポイント)簡単な芯出し: 固定後、主軸を手でゆっくり回し、材料先端のブレが大きすぎないか目視で確認します。三爪チャックはある程度自動で芯が出ますが、気になる場合は固定し直します。
2. 刃物(バイト)を取り付ける
次に、削るための刃物(バイト)を刃物台に取り付けます。
- 手順: 刃物台のネジを緩め、バイトを差し込みます。
- 重要ポイント①【芯高(しんたか)】: バイトの刃先の高さを、回転する材料の中心(主軸の中心)の高さに正確に合わせます(芯高合わせ)。高さが不正確だと、うまく削れなかったり、バイトが食い込んだりする原因になります。専用ゲージや心押し台のセンターを目安に合わせましょう。
- 重要ポイント②【突き出し量】: バイトを刃物台から突き出す長さは、できるだけ短くします。長く突き出すと振動(びびり)が発生しやすくなります(目安:バイトの一辺の長さ以下)。
- 手順: 高さと突き出し量を決めたら、刃物台のネジをしっかりと締めてバイトを固定します。
- 安全ポイント: バイトがしっかり固定されているか、手で軽く動かして確認します。緩んでいると加工中にバイトがずれ、危険です。

3. 端面を削る(正面削り)
上の写真のハンドルは一例です。機械によって違う場合がたまにあるので、よく説明書を確認しましょう。
材料の端面(円柱の底面にあたる部分)を平らに削る作業です。
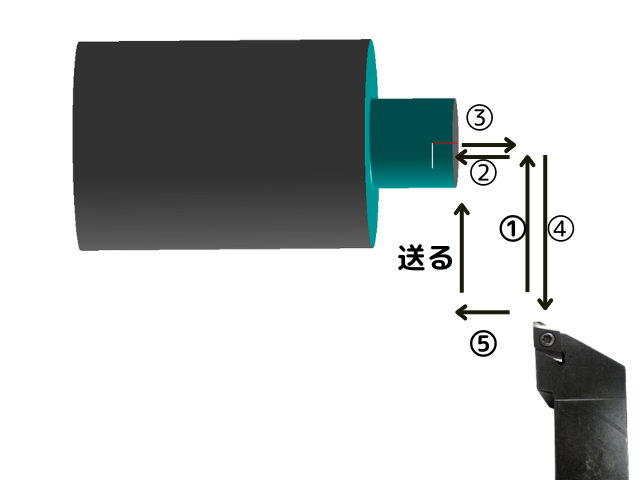
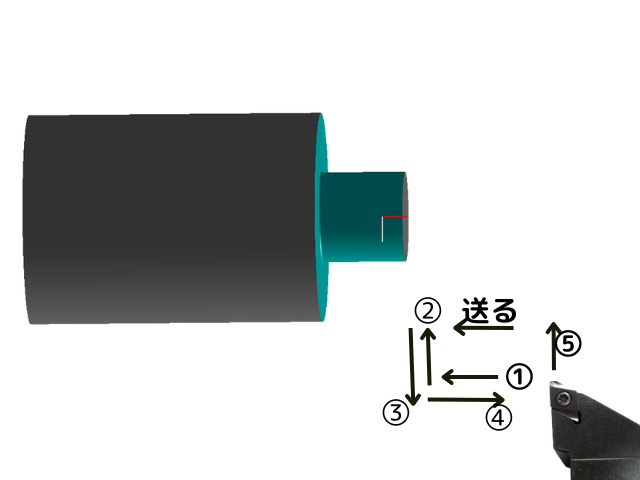
手順1: バイトの刃先が材料の端面(右端)の外側に来るように、X軸ハンドル(左右)とZ軸ハンドル(前後)で上の写真のバイトの位置までもっていきます。①X軸ハンドルで中心の方へゆっくり移動させる
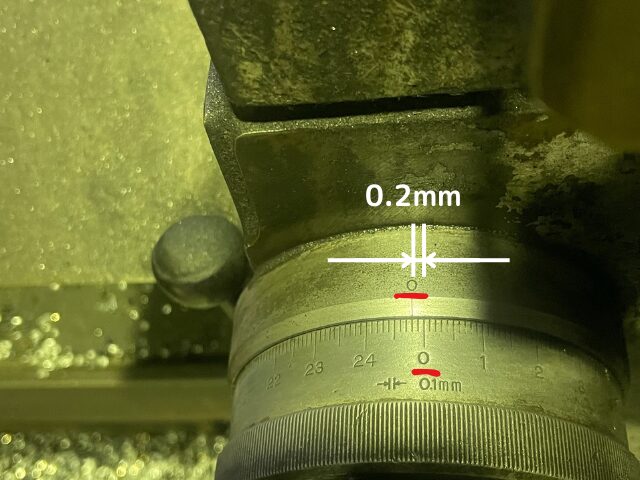
手順2: 主軸を低い回転数で回転させます。②Z軸ハンドルをゆっくりと材料の端面に軽く接触させて基準を取ります。※サラサラと軽く当たった音がしたら、主軸は動かしたまま下の写真3のようにつまみを緩めて0.2㎜の目盛りに合わせる→つまみを締める
手順3:③Z軸ハンドルで逃がします。
手順4.④X軸ハンドルで逃がします。
手順5: ⑤バイトを一旦右に離し(写真のバイトの位置あたり)、Z軸ハンドルで目盛り0.2→0にします。※写真3の目盛からゼロになるまで。(左側の0と右側の0を合わせる)
手順6: X軸ハンドルをゆっくり時計回りに回し、バイトを材料の中心まで削ります。Z軸ハンドルで右に逃がして、X軸ハンドルで安全な位置まで逃がして、主軸を停止させます。
ねじ男バイトの芯の高さが中心より低いとへそが残ります。逆に高いと切削抵抗が増して危ないです。
- 安全ポイント: 回転中は顔や手を主軸やバイトに近づけすぎない! 切りくずの飛散方向にも注意しましょう。
- (補足) マイクロメータでの精密な寸法確認は、慣れてから挑戦しましょう。
4. 外径を削る(外丸削り)
材料の外径を削って、目標の直径(寸法)にする作業です。
手順1:X軸,Z軸ハンドルで写真のバイトの位置あたり(安全な位置)まで移動させます。①Z軸ハンドルで、ゆっくりと近づけます。
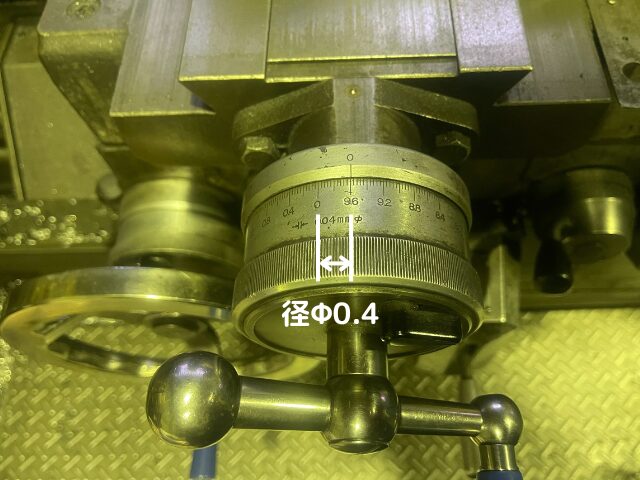
手順2: 主軸を回転させます(最初は低速で)。②X軸ハンドルでゆっくり削る外径面に軽く接触させます。主軸を止めないで、目盛りを写真のように削りたい寸法分ずらします。(写真は径でφ0.4㎜)
手順3:③X軸ハンドルでバイトを逃がします。
手順4: ④Z軸ハンドルで開始位置までもっていきます
手順5: ⑤X軸ハンドルを目盛りの0が重なるように合わせます(写真ではΦ0.4㎜削ります)
※初めのうちは荒削り:径でφ0.5mm~1mm程度、仕上げ:径でφ0.1mm~0.3mm程度で色々と少し速く送ったり、遅く送ったりして、手で切削抵抗の感触をつかんでいきましょう。
手順6.Z軸ハンドルをゆっくり反時計回りに回し、狙った位置まで削ったら、X軸ハンドルで逃がしてZ軸ハンドルで最初のバイト位置あたりまで退避させてから主軸を停止させます。
- 測定ポイント: 目標の長さまで削ったら バイトを手前に逃がして【必ず主軸の回転を停止】させます。右に移動させたら、ノギスで直径を測定します。目標の直径になるまで、「切り込み→停止→測定」のサイクルを繰り返します。最後の仕上げは切り込み量を少なく、ゆっくり送ると綺麗になります。
- 安全ポイント: 切りくずは高温で鋭いことがあります。素手で触らない! 保護メガネ、メガネは必須!回転している最中にノギス等で寸法を測るのは【絶対にNG】です!
- 経験談・注意喚起: 私が以前見かけた熟練工の中には、回転中にノギスを当てて寸法を確認する人もいましたが、これは非常に危険です。巻き込まれるリスクが極めて高いため、絶対に真似しないでください。安全が最優先です。
— 基本的な円柱形状が完成 —
何回もトライしましょう!
ねじ男端面切削と外径切削では、端面切削のが切削抵抗が大きいです。端面切削は少し削り代を少なくしましょう!

5. (オプション)穴をあける
もし、部品の中心に穴をあけたい場合は、心押し台を使います。
- 手順: 心押し台にドリルチャックを取り付け、ドリルを固定します。
- 手順: 心押し台を主軸に近づけ、主軸を回して心押しのハンドルを回してドリルを材料の中心に押し当てて穴をあけます。回転数や送り方はドリルの径や材料に合わせて調整します。
- 安全ポイント: ドリルがしっかり固定されているか確認しましょう。穴あけ中は切りくずが詰まりやすいので、適宜ドリルを抜いて切りくずを排出(ステップ切削)します。
6. (応用)内径を削る(ボーリング加工)
ドリルで開けた穴の内側をさらに精密に仕上げたり、特定の寸法に広げたりする加工が「内径削り(ボーリング加工)」です。
- 概要: 専用のバイト(ボーリングバー)を使用し、独特の注意点があります。特に細い穴の加工ではバイトがたわみやすく、びびり音(共振)に注意が必要です。
- 詳細はこちら: 詳しい手順やコツについては、こちらの記事【旋盤】内径加工の種類から手順までを詳しく解説!で解説しております。

7. (応用)溝を入れる(溝入れ加工)
部品の外径や内径に、Oリングや止め輪がはまるような「溝」を入れる加工も旋盤で行えます。
- 概要: 溝の幅や深さに合わせたバイト(突っ切りバイトなど)を選び、正確な位置に加工します。加工中は切粉が詰まりやすいため除去も重要です。
- 詳細はこちら: 溝入れ加工の具体的な方法や注意点は、こちらの記事【旋盤】現役旋盤士が明かす!溝入れの加工手順と注意点で解説いたしています。
これらの基本操作や応用加工を組み合わせることで、旋盤で様々な形状の部品を作り出すことができます。
”まさか”を防ぐ! 安全に作業を進めるための重要注意点
何度でも言いますが、安全が最も重要です。慣れてきた頃が一番危ない、とも言われます。実際私も経験からそう思うことは度々あります。以下の点を常に頭に入れておきましょう。
- 巻き込まれ: 回転しているチャックや材料には絶対に手を近づけない。服装の袖などが巻き込まれないように細心の注意を払う。
- 切りくず: 高温で鋭い切りくずが飛んできます。保護メガネは必須。素手で触らない。
- 材料固定:クランプが甘いと材料が弾丸のように飛んできます。確実にクランプしましょう
- 工具の破損・飛散: バイトの固定が甘いと、加工中にずれたり、破損して飛んでくる可能性があります。しっかり固定を確認。
- チャックハンドル抜き忘れ: 固定が終わったら即座に抜く習慣をつける。
- 回転中の作業禁止: 回転中に寸法を測ったり、切りくずを手で払ったりしない。
- 緊急停止ボタン: 機械のどこに緊急停止ボタンがあるか、作業前に必ず確認し、いざという時にすぐに押せるようにしておく。
ねじ男材料のクランプはプラスティックハンマ―(プラハン)で叩いてクランプ出来てるか初めのうちは毎回確認しましょう。慣れてくるとこれは【イケる】【危ない】が解ってきます。経験がものを言います!
安全ルールを守れば、旋盤はものづくりの頼もしい相棒になります。
これってどうするの? 初心者がつまずきやすい疑問と解決策(Q&A)
Q1: 回転数や送り速度って、どうやって決めればいいの?
A1: 経験からのアドバイス: 最初は、とにかく安全な範囲で低めの回転数、ゆっくりとした送り速度から試してみましょう。材質やバイトの種類、切り込み量で最適値は変わりますが、怖々やるくらいが丁度いいです。慣れてきたら、参考書やネットで推奨されている条件を元に、少しずつ調整してみてください。きれいな仕上げ面や、スムーズな切削音を目指しましょう。
Q2: バイト(刃物)の種類がたくさんあって分からない…
A2: 最初は、旋盤に付属している基本的なバイト(おそらく片刃バイト)で、正面削りと外丸削りができれば十分です。色々な形状のバイトがありますが、それはステップアップしてからで大丈夫。「まずは付属のバイトで、安全に基本操作をマスターする」ことを目標にしましょう。
Q3: 削っていると「ガガガッ」や[ピー]ってすごい音と振動が!(びびり)
A3: それは「びびり」と呼ばれる現象です。主な原因と対策は…
バイトの突き出し量が長すぎる: もっと短く固定し直せないか確認。
バイトの固定が緩んでいる: しっかり締め直す。
バイトの刃先が摩耗している: 砥石で研ぎ直すか、チップ交換式のバイトならチップを交換する。
主軸の剛性が足りない:切り込みを減らします。切削抵抗の少ない工具に変更する。
回転数や送り速度が適切でない: 少し変えてみる(一般的には回転数を下げるか、送り速度を上げる、またはその逆を試す)。
経験からのヒント: 「びびり」は音や削り肌ですぐ分かります。放置せず、一度止めて原因を探るのが上達への近道です。
Q4: 削った面がザラザラできれいに仕上がらない…
A4: 考えられる原因は…
バイトの切れ味が悪い: 上記A3同様、研ぐか交換。鋭い刃はきれいに削るための基本です。
仕上げの切り込み量が多すぎる: 最後の仕上げは、基本的にごく僅かな切り込み(0.4mm以下など)で、ゆっくり送る。
切削油を使っていない、または不適切: 材料に合った切削油を少量使うと、仕上げ面が向上することが多いです。
芯高が合っていない: 再度、バイトの高さ(芯高)を確認してみましょう。


もっと上手くなりたい! 次のステップへ
基本操作に慣れてきたら、さらにステップアップしてみましょう!
反復練習: 同じ形状のものを複数作ってみて、寸法精度(目標のサイズにどれだけ近く作れるか)を意識してみましょう。±0.1mmを目指すなど、目標設定すると上達が早いです。
まとめ: あなたも「削り出す」楽しさを!
お疲れ様でした! これで、旋盤の基本的な操作と安全に関する知識、そして最初の作品(円柱)作りの第一歩を踏み出すことができました。最初はうまく削れなくても、機械の動きや音、切りくずの出方を観察しながら、焦らず少しずつ経験を積んでいくことが大切です。
最も重要なのは、常に安全を意識すること。 安全ルールを守り、無理のない範囲で挑戦すれば、旋盤はあなたの「作りたい」という気持ちを形にしてくれる、最高のパートナーになるはずです。
失敗は成功のもとです。焦らず、安全第一で、ものづくりの世界を楽しんでください! あなたが旋盤で素晴らしい作品を生み出す日を楽しみにしています


コメント